Messungen mit einem vektoriellen Netzwerkanalysator (VNA oder VNWA) sind eine wahre Freude. Sie sind heute z.T. für weniger als 100 Euro zu kaufen, wer etwas besseres will kann auch deutlich mehr Geld ausgeben. Mehr als einige hundert Euro ist für Amateure, die meist unter 1 GHz arbeiten, aber nicht notwendig. Ich selbst verwende seit etwa 10 Jahren den DG8SAQ VNWA, der bis 1,3 GHz funktioniert und für meine Zwecke völlig ausreichend ist.
Messungen damit sind aber immer nur dann direkt möglich, wenn die Impedanzen der verwendeten Ports bei 50 Ω liegen. Davon abweichende Impedanzen ergeben Meßfehler. Daher ist es beispielsweise nicht trivial, den Frequenzgang eines 16:1 Transformators zu messen, wie er zum Betrieb einer endgespeisten Antenne benötigt wird. Ein solcher Trafo transformiert eine Eingangsimpedanz von 50 Ω auf eine Ausgangsimpedanz von 800 Ω. Zur Messung muß daher die Ausgangsimpedanz wieder auf 50 Ω transformiert werden.
Diese Rücktransformation kann man auf zwei Wegen erreichen. Am offensichtlichsten ist es, einen zweiten Trafo gleicher Bauart umgekehrt zu betreiben, so daß er von 800 Ω auf 50 Ω zurücktransformiert. Man kann aber auch ein Pi-Glied aus Widerständen verwenden, das am Ein- und Ausgang die benötigten Impedanzen hat. Die Lösung mit den Trafos hat den Vorteil geringerer Dämpfung und den Nachteil des nichtlinearen Frequenzverlaufs. Das Widerstandsnetzwerk bietet einen recht linearen Dämpfungsverlauf ohne große Überraschungen bei speziellen Frequenzen, hat dafür aber eine mehr oder weniger hohe Dämpfung. Für beide Lösungen habe ich eine handvoll Leiterplatten fertigen lassen, die ich nachfolgend beschreibe.
Das Pi-Glied
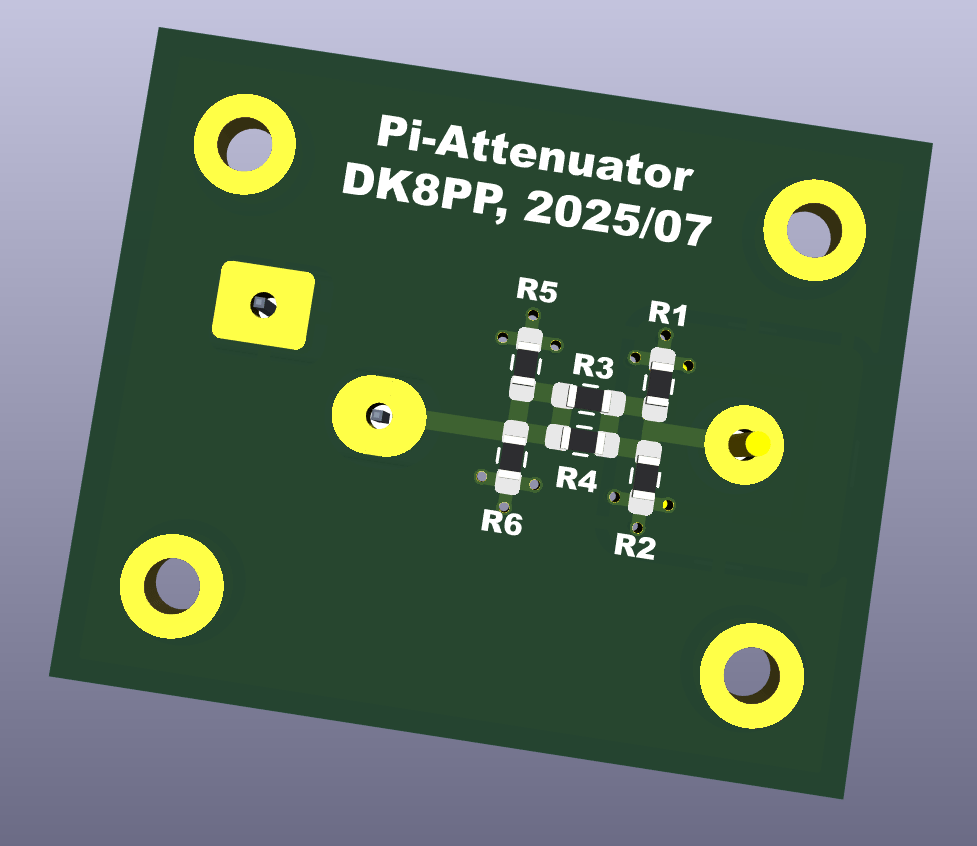
Die Schaltung ist naturgemäß trivial und besteht eigentlich nur aus drei Widerständen.
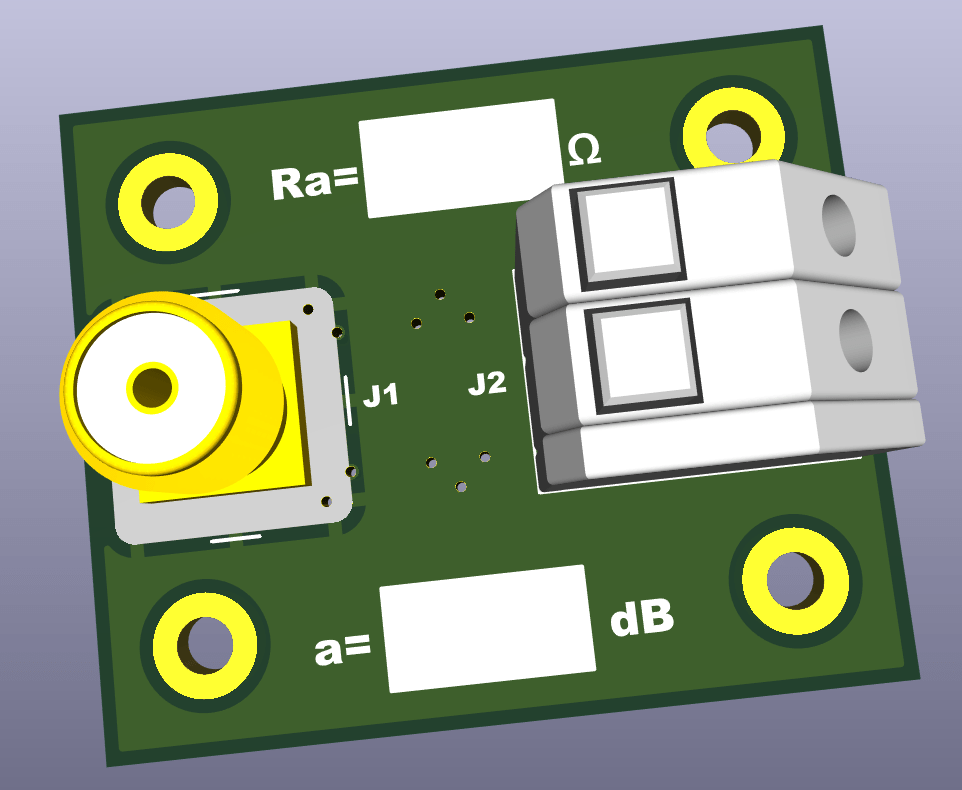
Um mit gut verfügbaren Metallfilmwiderständen der E24er-Reihe auszukommen und trotzdem eine gute Genauigkeit zu erzielen, habe ich jeweils zwei parallele Widerstände vorgesehen. Wie im Schaltplan dokumentiert, können daraus die benötigten Gesamtwiderstände mit Abweichungen von weniger als 0,3 % zusammengesetzt werden. Notfalls, wie bei dem 800 Ω Pi-Glied, kann man auch mal zwei Widerstände übereinander löten. Die nötigen Gesamtwiderstände wurden mit den KiCad-Berechnungswerkzeugen berechnet und zwar unter der Bedingung einer gut handhabbaren ganzzahligen Dämpfung. Um daraus die benötigten Einzelwiderstände zu berechnen, habe ich mein eigenes Tool ParSer verwendet. KiCad kann das aber auch. Es wurden SMD-Widerstände der Baugröße 0603 verwendet, was gerade noch von Hand machbar ist. Hier die 3D-Ansicht:
Pi-Glied, OberseitePi-Glied, Unterseite
Als Eingangsbuchse wurde SMA verwendet, die Ausgangsseite ist mit einem Wago 250–202 Klemmverbinder bestückt. Die Impedanz weicht ja ohnehin von 50 Ω ab und so kann ein Testobjekt direkt angeklemmt werden. Auf den weißen Feldern des Bestückungsdrucks werden handschriftlich der Ausgangswiderstand und die Dämpfung notiert.
Der Transformator
Der Schaltplan des Anpassungsnetzwerks mit Transformator ist noch trivialer, als der des Pi-Glieds.
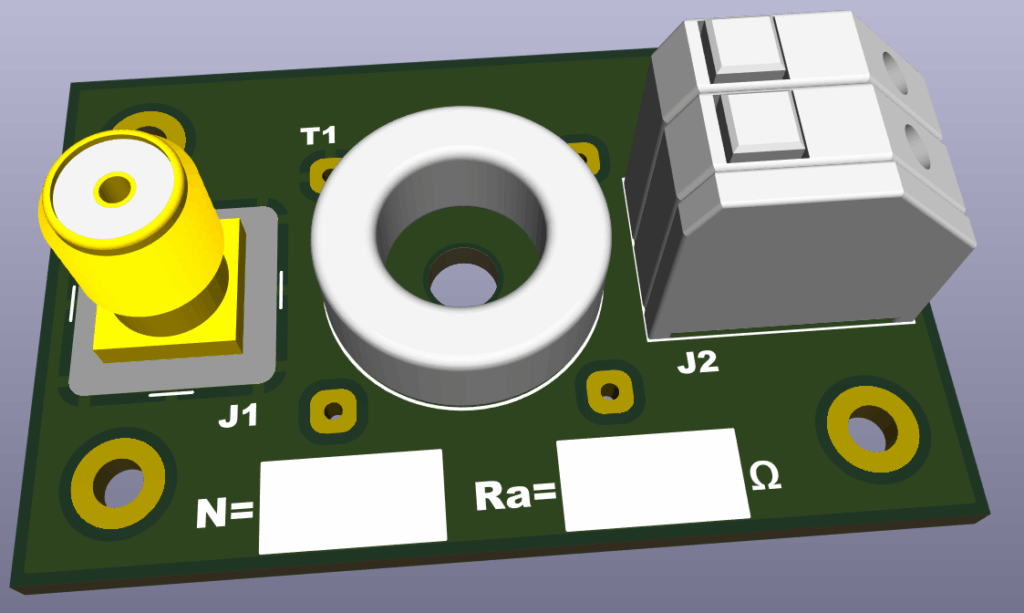
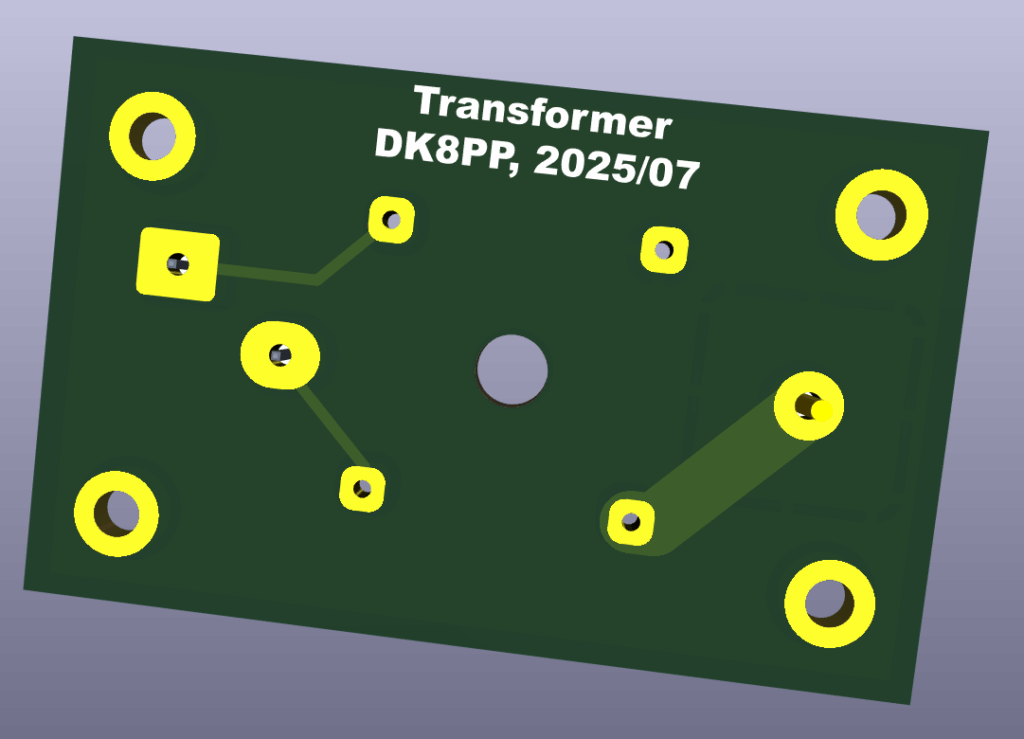
Die hier gezeigte Potentialtrennung verfälscht die Messungen. Daher wurden auf dem Prototyp die Pins 2 und 3 mit einer Drahtbrücke verbunden. Hier nun wieder die 3D-Ansicht:
Trafo, OberseiteTrafo, Unterseite
Als Ringkerngröße wurde die des FT-50 gewählt (0,5″ Außendurchmesser). Da es bei Messungen um minimale Leistungen geht, wären auch kleinere Kerne möglich, die aber nicht mehr so leicht bewickelbar sind. Man will sich ja nicht die Finger brechen. Auch hier wird wieder handschriftlich das Wicklungsverhältnis und die Ausgangsimpedanz dokumentiert.
Zum Testen wurden zwei 50Ω-800Ω Pi-Dämpfungsglieder und ein Trafo mit 4 und 16 Windungen auf einem FT 50–43-Kern aufgebaut. Nachfolgend werden die Meßergebnisse dokumentiert.
Messungen am Pi-Glied
Die Wago Klemmverbinder der beiden gleichartig aufgebauten Pi-Glieder wurden über kurze Leiterstücke direkt miteinander verbunden. Dabei wurde darauf geachtet, daß die beiden Massen miteinander verbunden sind. Wenn sich die beiden Boards gegenüberliegen, sind die Leitungen daher gekreuzt.
Es wurden s11 und s21-Messungen bis 150 MHz in beiden Richtungen durchgeführt. Hier die Ergebnisse:
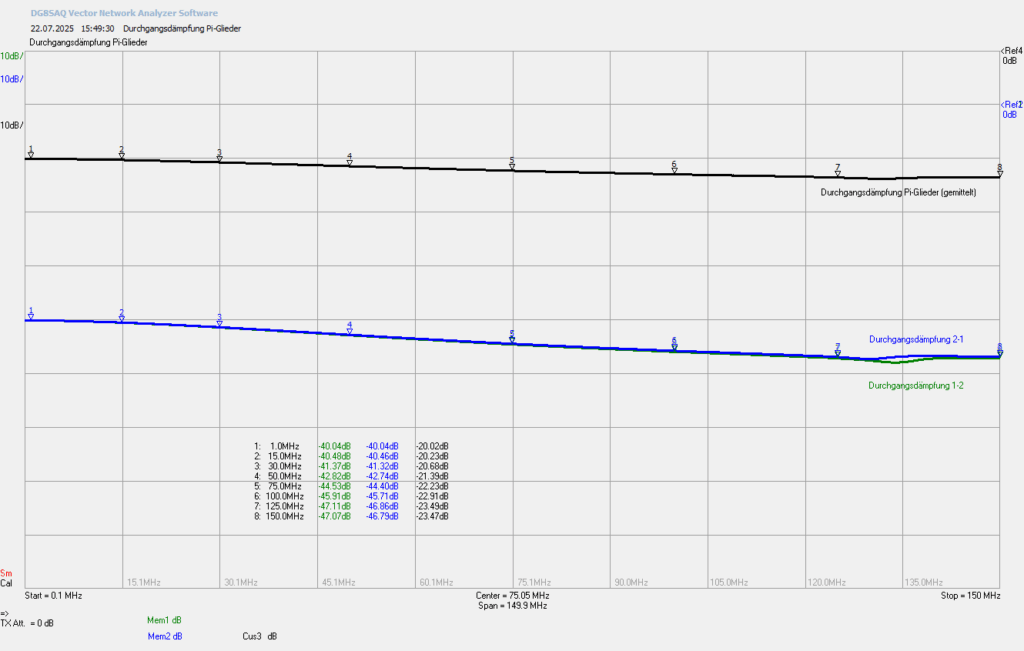
Durchgangsdämpfung der Pi-Glieder
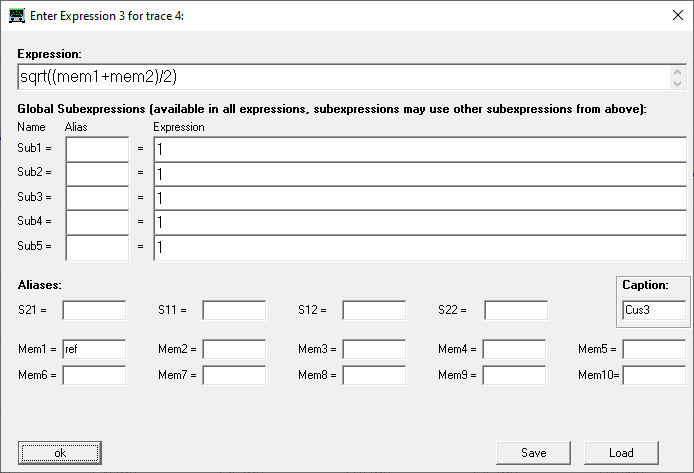
Die blauen und grünen Kurven zeigen die Durchgangsdämpfungen je Richtung. Erwartungsgemäß sind die Abweichungen praktisch richtungsunabhängig, mit vernachlässigbaren Abweichungen bei 135 MHz. Die schwarze Kurve zeigt die gemittelte Dämpfung für ein Pi-Glied. Das ist mit der VNWA-Betriebssoftware leicht zu erreichen:
Berechnung der Dämpfung eines Pi-Glieds aus dem Mittelwert der Dämpfungen beider Pi-Glieder
Die Speicher mem1 und mem2 enthalten die jeweils gemessenen Durchlassdämpfungen s21 als Spannungsverhältnisse. Die Quadratwurzel aus deren Mittelwert ist dann das rechnerische Spannungsverhältnis eines einzelnen Pi-Glieds unter der Annahme, das jedes davon gleich viel zur Dämpfung beiträgt.
Wie erwartet liegt diese mittlere Dämpfung zunächst bei 20 dB und steigt dann bei gut 100 MHz um 3 dB an. Das ist für Meßzwecke gut zu handhaben. Die schwarze Kurve mit dieser mittleren Dämpfung wird in einer .s1p Touchstone Datei gespeichert und bei den nachfolgenden Messungen zur Korrektur weiterverwendet.
Messungen am Trafo
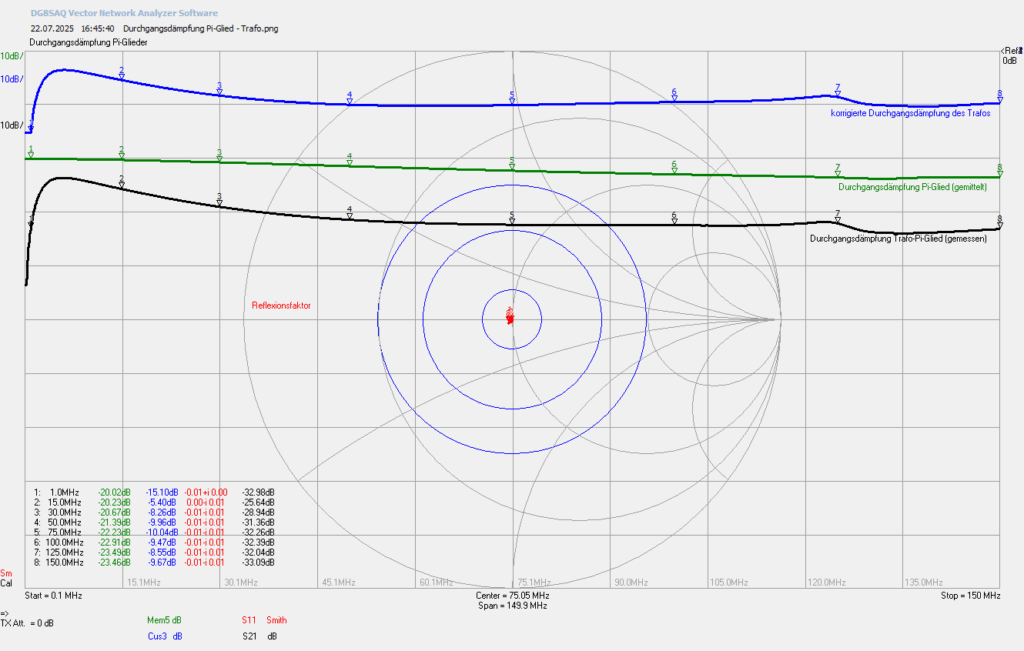
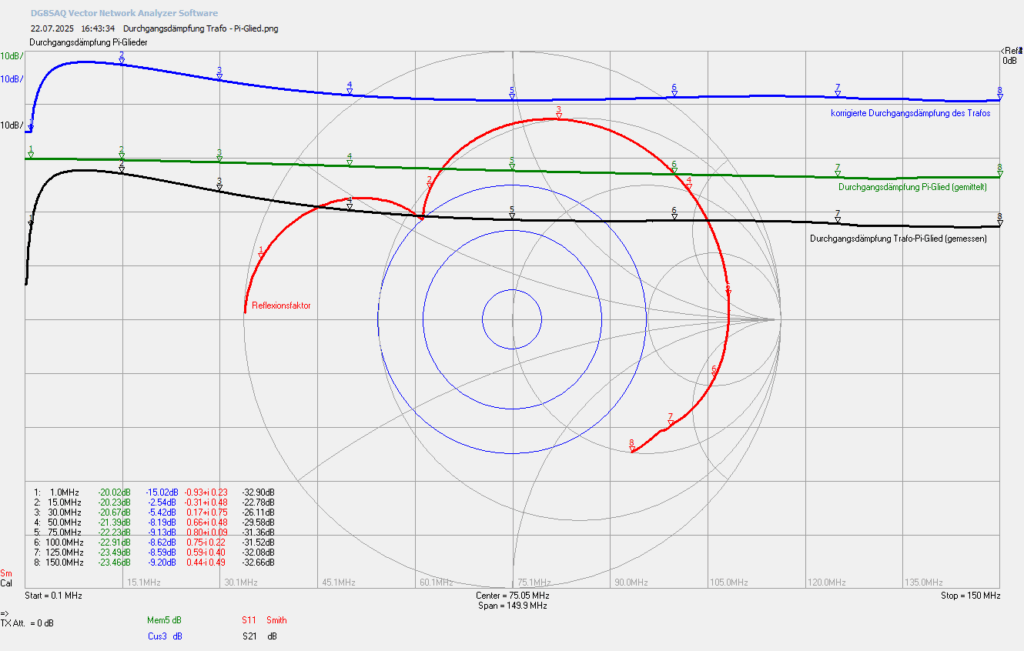
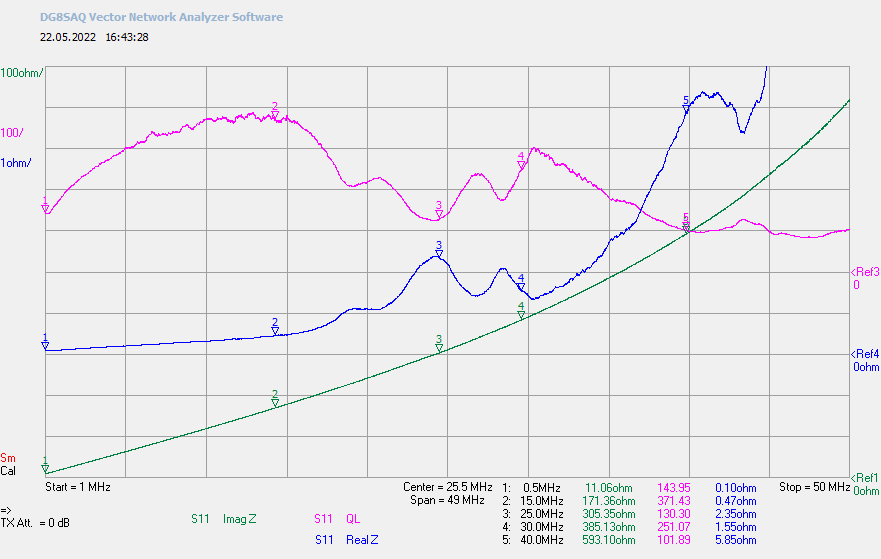
Exemplarisch wurde ein Trafo mit 4 und 16 Windungen auf einem FT 50–43-Kern aufgebaut. Er hat also rechnerisch auf der Ausgangsseite die 16-fache Impedanz des Eingangs. Hier die Messungen links mit dem Pi-Glied als Eingang und rechts mit dem Trafo als Eingang:
s11 und s21-Messungen mit resistivem Pi-Glied am Eingang und Transformator am Ausgangs11 und s21-Messungen mit Transformator am Eingang und resistivem Pi-Glied am Ausgang
Wie oben schon erwähnt, wurden die Pins 2 und 3 des Trafos verbunden, damit es keine schwebenden Potentiale gibt. Bei Verbindung des Trafos und des Pi-Glieds muß wieder auf die korrekte Polung geachtet werden: beide Masseleitungen müssen miteinander verbunden sein.
Die schwarze Linie zeigt die gesamte gemessene Durchlassdämpfung des Trafos und des Pi-Glieds. Die um die Dämpfung des Pi-Glieds korrigierte Dämpfung, die auf den Trafo entfällt, ist in blau gezeigt. Die Berechnung dieser Korrektur (grün) wurde im vorherigen Kapitel gezeigt.
Es wurden jeweils auch die Reflexionen s11 gemessen. Erwartungsgemäß liegt dabei die Impedanz des Pi-Glieds bei 50 Ω, während die des Trafos stark variiert. Die Durchlasscharakteristik ist im Rahmen der Meßgenauigkeit gleich.
Erkenntnis
Die Dämpfung des Trafos ist bei niedrigen Frequenzen erwartbar hoch und wird bei ungefähr 6 MHz minimal. Ab da steigt die Dämpfung wieder mit der Frequenz. Das bestätigt die alte Bauernregel, daß der induktive Widerstand einer Spule mindestens fünfmal so groß sein sollte wie der Ausgangswiderstand des Treibers. Vier Windungen auf einem FT 50–43-Kern mit einem AL-Wert von 523 nH/W² ergeben etwa 8,4 µH Induktivität und einen induktiven Widerstand von 5×50 Ω = 250 Ω bei knapp 5 MHz.
Es gibt geringfügige Unterschiede zwischen beiden gemessenen Varianten. Mit dem Trafo am Eingang ist die Dämpfung bei niedrigen Frequenzen etwas geringer. Die Ursache der Unterschiede müsste man genauer untersuchen, es könnten auch Meßfehler sein, aber auch die niedrige Dämpfung von etwa 3 dB ist für Leistungsanwendungen zu hoch. Nun ist der verwendete Kern sowieso nicht dafür geeignet, aber tendenziell bestätigt es meine früheren Versuche mit den üblicherweise verwendeten größeren Ringkernen der Größe FT-240. Sie heizen sich selbst bei „nur“ 100 Watt Ausgangsleistung mitunter auf Temperaturen oberhalb der Curie-Temperatur auf und verlieren dann ihre magnetischen Eigenschaften vollständig. Kein Wunder, 3 dB Verlust sind 50 Watt!
Vor vielen Jahren, bevor ich meine Basteleien in diesem Blog niedergeschrieben habe, hatte ich schonmal mit Microstrip-Filtern experimentiert, die ich mit meiner Fräse auf FR4 Leiterplattenmaterial erstellt hatte. Die Ergebnisse waren durchwachsen, aber durchaus ermutigend. Die Frequenz lag fast immer etwas unter der errechneten Frequenz und die Dämpfung im Durchlassbereich war mit 4 bis 10 dB eigentlich zu hoch. Nun ist die Genauigkeit einer Fräse begrenzt, weniger wegen der Mechanik sondern mehr wegen des Fräsers. Mit einem Stichel kann man die Breite und Länge einer Microstripleitung kaum genauer als 200 µm hinbekommen.
Die Filter habe ich damals mit der Studentenversion des Ansoft Designers entworfen. Das ist ein sehr schönes Werkzeug, das vom ´Hersteller leider schon lange nicht mehr angeboten wird. Der leider kürzlich verstorbene Gunthard Kraus durfte es aber weiterhin auf seiner Website verteilen. Ich empfehle jedem Interessenten es möglichst schnell von dort herunterzuladen, denn es ist unklar, wer die Website am Leben hält. Sie könnte verschwinden und das wäre ausgesprochen schade.
In einer der letzten Ausgaben des Funkamateur habe ich einen Link auf die Website von „Marki microwave“ gefunden. Neben einem LC-Filter Design-Tool bieten sie dort auch ein kostenloses Microstrip Filter Design Tool an. Es kann Butterworth- und Tschebyscheff-Tiefpass- und Bandpassfilter berechnen. Die Bandpässe werden als Interdigitalfilter erzeugt. Sie bestehen aus mehreren parallelen Streifenleitungen, deren Anzahl der Filterordnung entspricht. Das Designwerkzeug errechnet Länge, Breite und Abstand dieser Streifenleitungen für ein vorgegebenes Frequenzband und Leiterplattenmaterial.
Beispiel-Filter
Da ich sowieso gerade Leiterplatten bestellen wollte, habe ich exemplarisch ein paar Filter dritter und fünfter Ordnung für das 23-cm-Band und das 13-cm-Band entworfen. Mal schauen, wie sie funktionieren. Hier die Entwurfsparameter:
Für alle gilt: Doppelseitige Leiterplatten, 0,8 mm dick (Dielektrikum 0,7 mm), εr=4,4, 35 µm Cu, Eingangs- und Ausgangsimpedanz 50 Ω, 0,1 dB Ripple (Tschebyscheff)
Um den Einfluss des Lötstopplacks zu testen, habe ich die 23-cm-Filter mal mit und mal ohne Lötstopplack auf dem Filter fertigen lassen.
Die KiCad-Designs
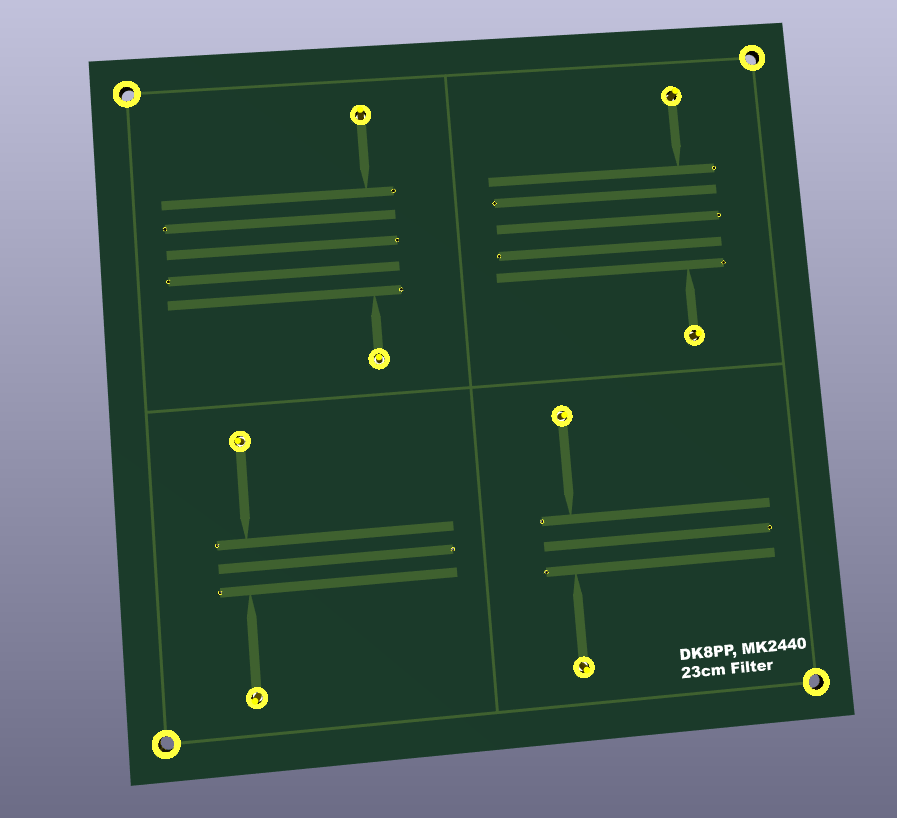
Hier die 3D-Ansichten:
13-cm-Filter, Oberseite13-cm-Filter, Unterseite23-cm-Filter, Oberseite23-cm-Filter, Unterseite23-cm-Filter, Unterseite, Version ohne Lötstopplack
Alle vier Filtervarianten sind jeweils auf einer Leiterplatte untergebracht. Von den 23-cm-Filtern habe ich eine Variante ohne Lötstopplackabdeckung fertigen lassen. Die Strukturen sind bleifrei verzinnt, nicht vergoldet, wie die 3D-Ansicht vermuten lässt.
In KiCad sind die Designs als Footprint angelegt, bei dem jede einzelne Streifenleitung als Pad definiert ist. Das ist etwas mühsam und ich bin auch nicht sicher, ob es bei KiCad nicht doch einen besseren Weg dafür gibt. Man könnte sicherlich ein Skript schreiben, das war mir als Anfänger aber zu viel Arbeit. Ich habe stattdessen ein Calc-Spreadsheet aufgesetzt, das die einzelnen Dimensionen aus dem Ergebnis des Filterdesigns berechnet. Die Koordinaten muß man dann halt von Hand in KiCad übertragen, eine mühsame und fehleranfällige Arbeit. Hier sind die KiCad-Designs zum Herunterladen:
In den Verzeichnissen „Design“ finden sich jeweils die Calc-Spreadsheets und die von der Design-Website generierten Touchstone-Dateien. Die sollen nachfolgend mit den tatsächlich gemessenen Werten verglichen werden. Außerdem habe ich mir die Mühe gemacht, die Designs in den Ansoft-Designer zu übertragen, um seine Simulationsergebnisse auch noch zu vergleichen. Diese Designs und die generierten s2p-Dateien stehen in den Unterverzeichnissen namens „Ansoft-Simulation“. In den Verzeichnissen „Messung“ sind die nachfolgend beschriebenen Meßergebnisse zu finden.
Filter für 23 cm
Messergebnisse
Hier zunächst mal nur die einzelnen Meßergebnisse für die 23-cm-Filter:
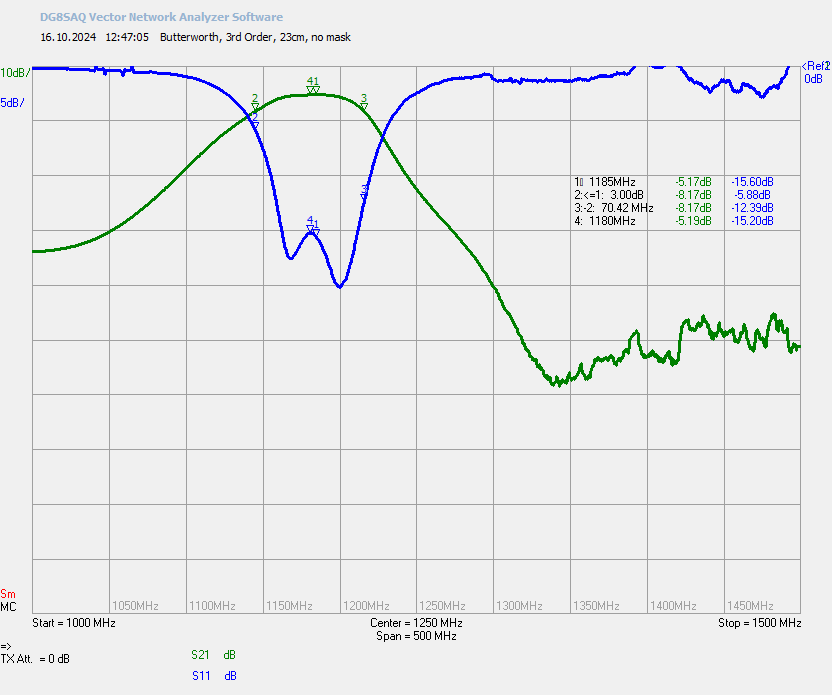
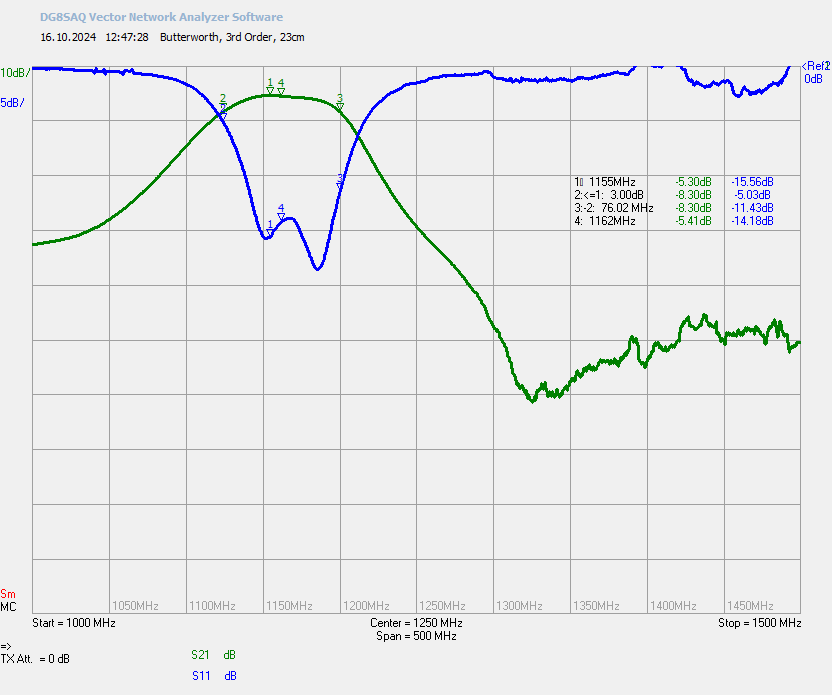
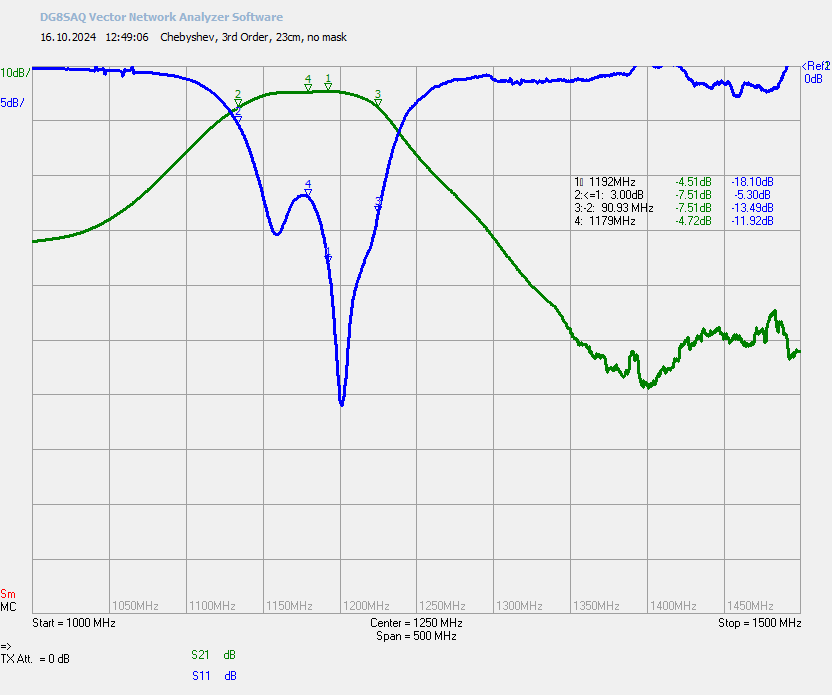
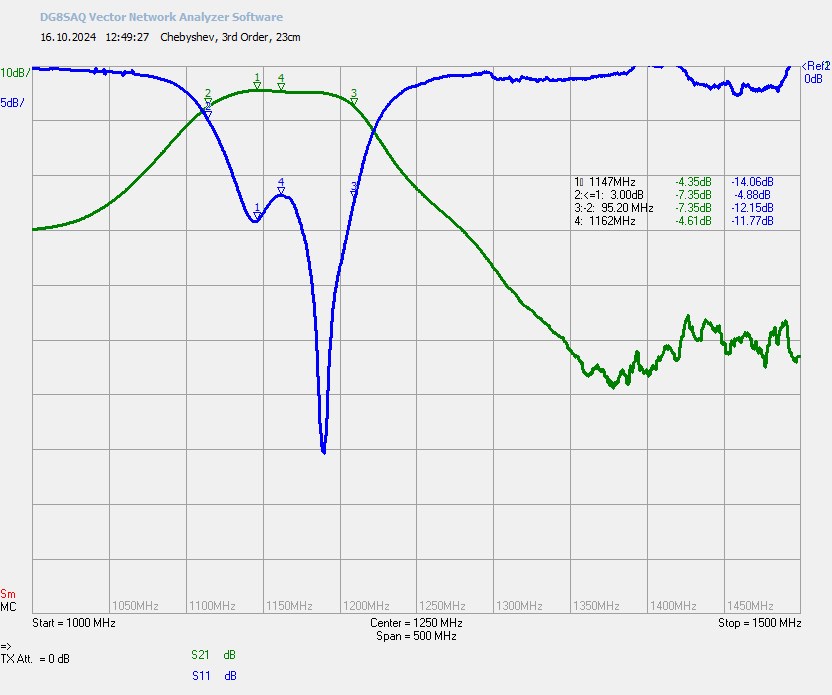
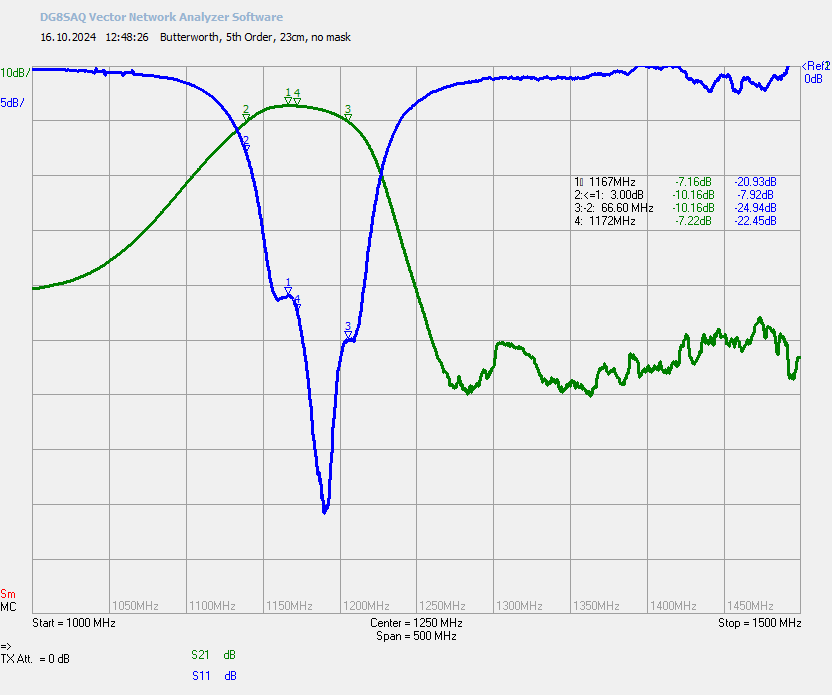
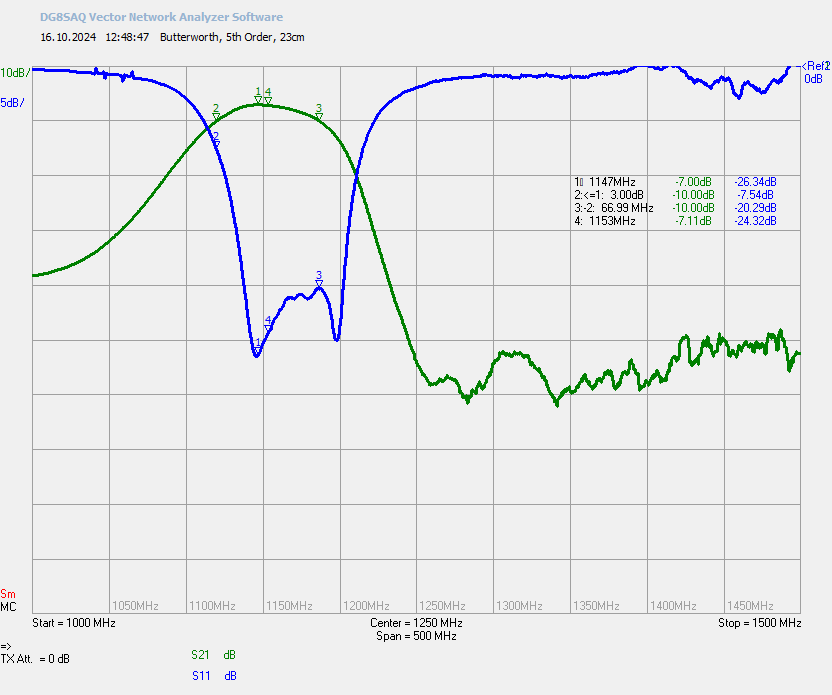
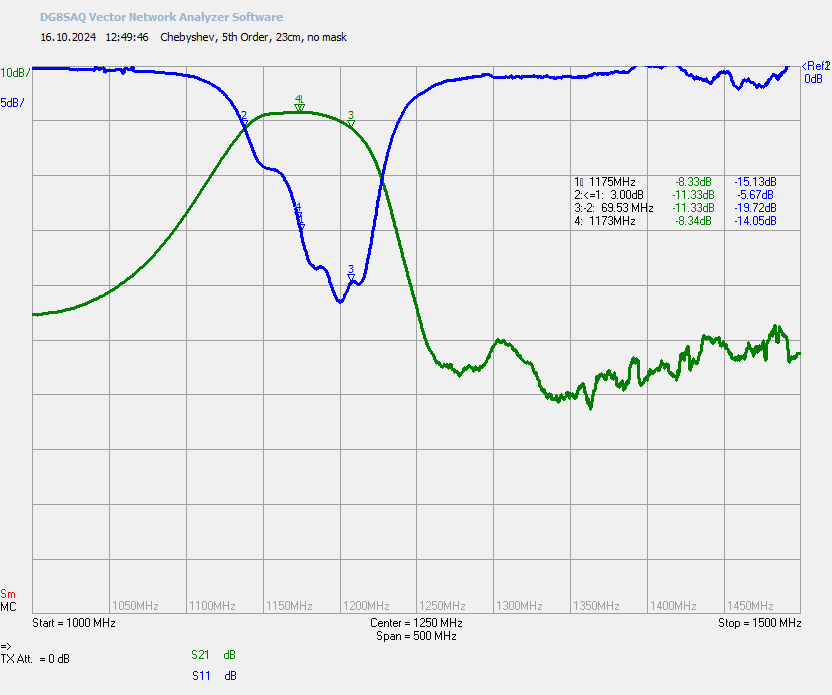
23-cm-Butterworth-Filter 3. Ordnung, ohne Lötstoppmaske23-cm-Butterworth-Filter 3. Ordnung, mit Lötstoppmaske23-cm-Chebyshev-Filter 3. Ordnung, ohne Lötstoppmaske23-cm-Chebyshev-Filter 3. Ordnung, mit Lötstoppmaske23-cm-Butterworth-Filter 5. Ordnung, ohne Lötstoppmaske23-cm-Butterworth-Filter 5. Ordnung, mit Lötstoppmaske23-cm-Chebyshev-Filter 5. Ordnung, ohne Lötstoppmaske23-cm-Chebyshev-Filter 5. Ordnung, mit Lötstoppmaske
Gemessen wurde mit dem VNWA von DG8SAQ. Es ist zu beachten, daß er eigentlich nur bis 1,3 GHz spezifiziert ist, den Ergebnissen bei höheren Frequenzen also mit dem entsprechenden Mistrauen zu begegnen ist.
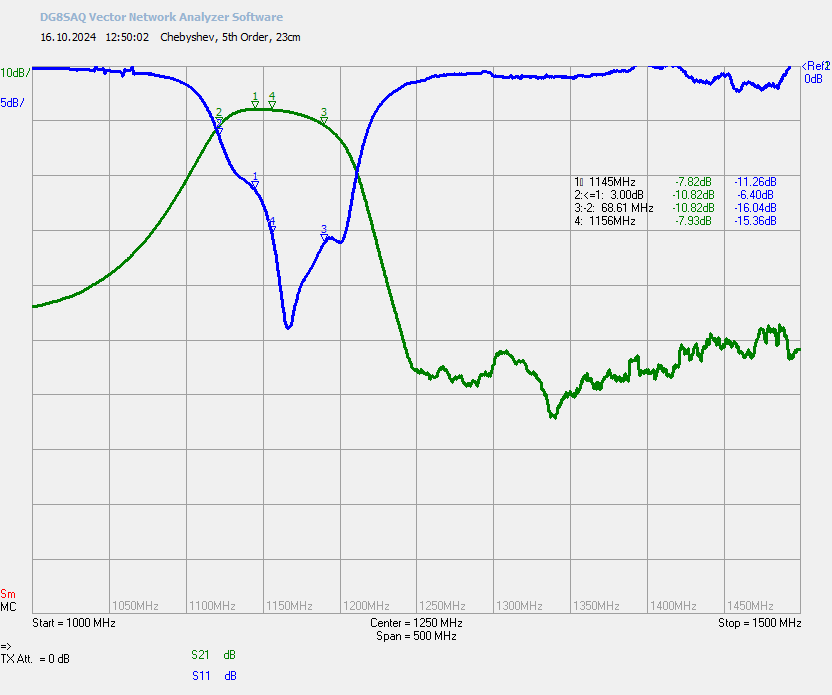
Wie oben schon kurz erwähnt, habe ich die 23-cm-Filter mal ohne (links) und mal mit (rechts) Lötstopplack fertigen lassen, um deren Einfluß abzuschätzen. Die Durchlaßdämpfung s21 ist jeweils in grün dargestellt, die Rückflußdämpfung s11 in blau. Die Markierung zeigt die 3‑dB-Filterbandbreite. Die Marker 2 und 3 stellen jeweils die Bandgrenzen dar, Marker 1 zeigt das Maximum innerhalb der Durchlassbandbreite und Marker 4 die Mittenfrequenz.
Für alle 23-cm-Filter wurde als untere Grenze des Durchlaßbereichs 1240 MHz gewählt, als obere Grenze 1300 MHz, also das 23-cm-Amateurfunkband. Die Bandbreite sollte also in allen Fällen 60 MHz betragen und die Mittenfrequenz 1270 MHz. Die gemessene Bandbreite liegt bei allen Filtern zwischen 60 und 95 MHz und entspricht damit der angestrebten Bandbreite im Rahmen des Erwartbaren.
Wie schon bei den selbstgefrästen Filtern liegt allerdings die Mittenfrequenz aller Filter deutlich unterhalb der errechneten. Im Mittel liegen die Mittenfrequenzen der Filter ohne Lötstopplack bei 1176 MHz. Der Lötstopplack zieht die Mittenfrequenzen weiter herunter auf 1158 MHz. Die Abweichungen der einzelnen Filter von diesen Mittelwerten sind gering. Die Ursache für diese Abweichungen ist für mich nicht ergründbar. Sie kann in abweichenden mechanischen und elektrischen Parametern des verwendeten Leiterplattenmaterials liegen oder in Fehlern im Designprogramm. Bei zukünftigen Entwürfen werde ich daher schlichtweg die Designfrequenz entsprechend der Messungen iterativ anpassen. Bei Strukturen ohne Lötstopplack werde ich die Designfrequenz um 8% erhöhen, mit Lötstopplack um 9,65%.
Auch die Dämpfung der Filter lässt leider zu wünschen übrig. Die Filter dritter Ordnung dämpfen das Signal im Durchlaßbereich um 4,5 bis 5,5 dB, diejenigen fünfter Ordnung um 7 bis 8,5 dB. Das ist leider auch nicht besser, als bei den ehemals selbstgefrästen Filtern. Im Frequenzbereich jenseits von 1 GHz kann man von FR4 offensichtlich nicht mehr erwarten.
Vergleich mit den Simulationen
Das Microstrip Filter Design Tool von Marki microwave kann freundlicherweise das simulierte Verhalten des entworfenen Filters als Touchstone-Datei auf dem PC abspeichern. Gleiches gilt für den Ansoft Designer. Auch wenn es etwas in Arbeit ausgeartet ist, habe ich für alle Filter die gemessene und die simulierte Duchlassdämpfung in jeweils einer vergleichenden Grafik zusammengefasst. Hier sind die Ergebnisse:
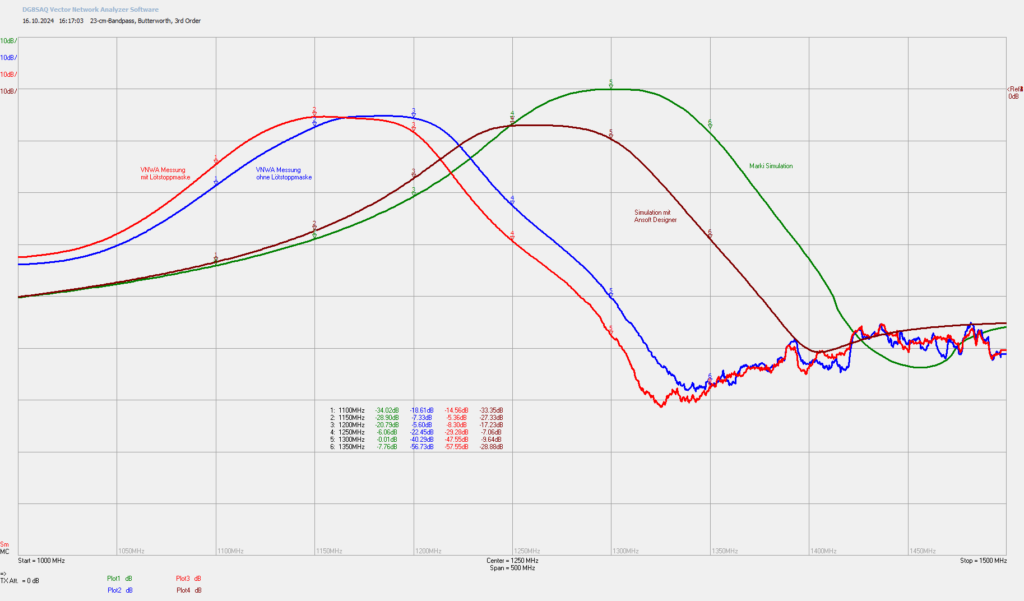
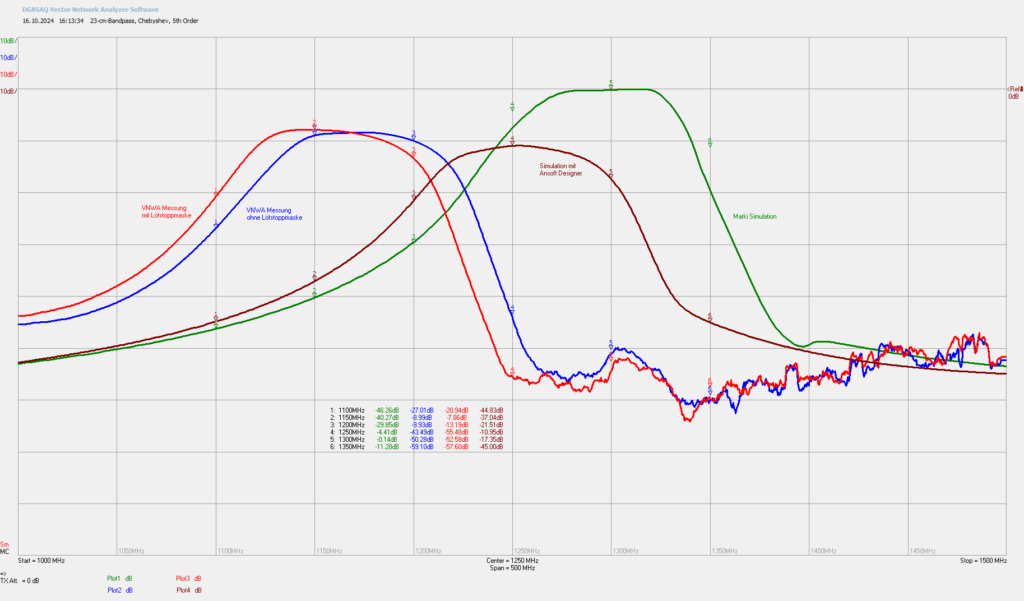
23-cm-Bandpass, Butterworth, 3. Ordnung
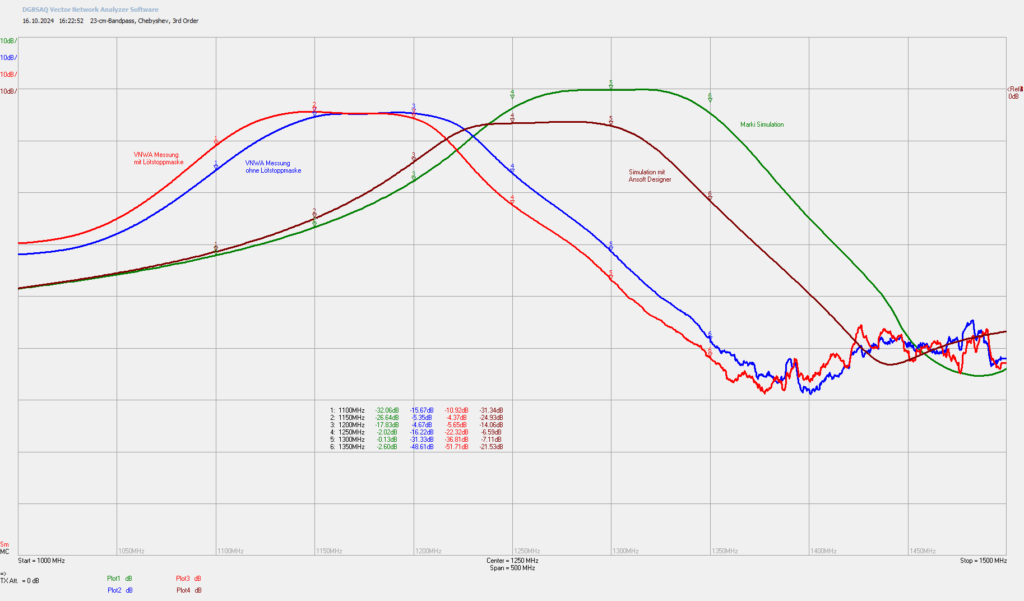
Vergleich der Durchlassdämpfung ohne und mit Lötstopplack zu den Simulationen mit Ansoft Designer und der Entwurfssoftware von Marki Microwave23-cm-Bandpass, Chebyshev, 3. Ordnung
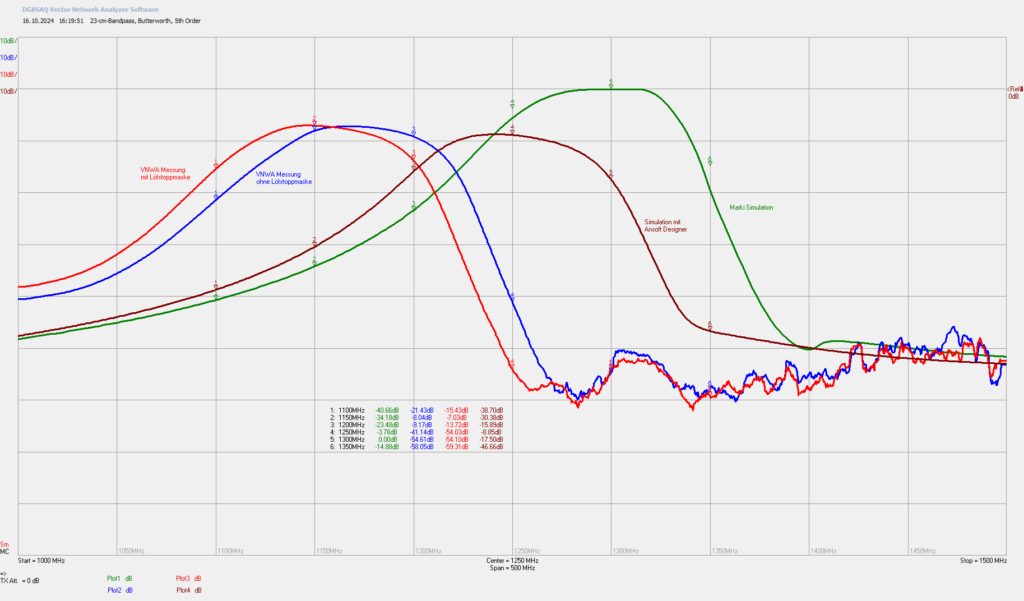
Vergleich der Durchlassdämpfung ohne und mit Lötstopplack zu den Simulationen mit Ansoft Designer und der Entwurfssoftware von Marki Microwave23-cm-Bandpass, Butterworth, 5. Ordnung
Vergleich der Durchlassdämpfung ohne und mit Lötstopplack zu den Simulationen mit Ansoft Designer und der Entwurfssoftware von Marki Microwave23-cm-Bandpass, Chebyshev, 5. Ordnung
Vergleich der Durchlassdämpfung ohne und mit Lötstopplack zu den Simulationen mit Ansoft Designer und der Entwurfssoftware von Marki Microwave
Der Ansoft Designer liegt in allen Fällen näher am tatsächlichen Ergebnis, als das Microstrip Filter Design Tool von Marki microwave, mit dem diese Filter ja entworfen wurden. Außerdem berücksichtigt der Ansoft Designer den Verlustfaktor des Materials, den ich FR4-typisch mit 0,02 angegeben habe. Offensichtlich ist er in Wahrheit etwas besser. Durch iteratives Ausprobieren habe ich einen Verlustfaktor von 0,012 bis 0,014 gefunden, der die tatsächliche Dämpfung am ehesten annähert.
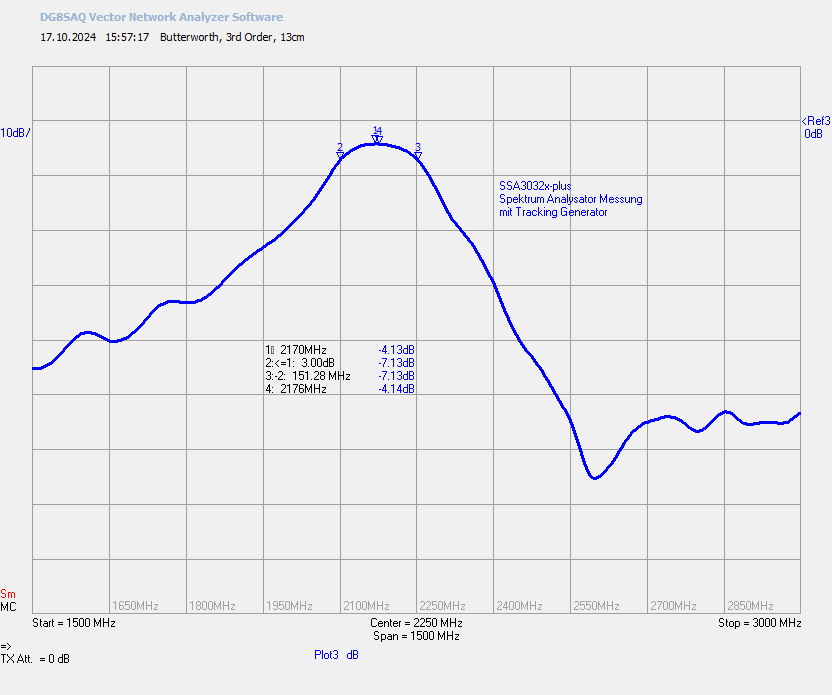
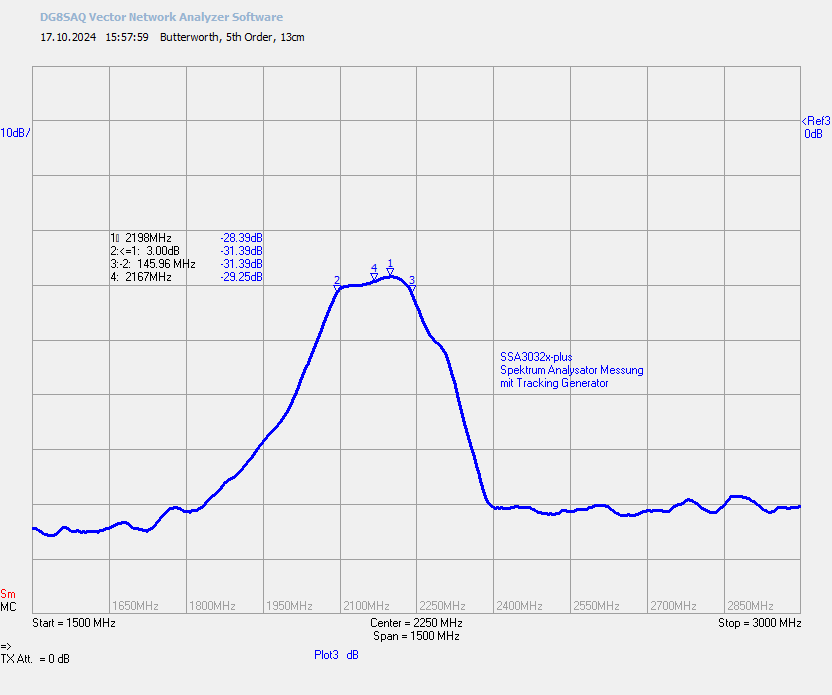
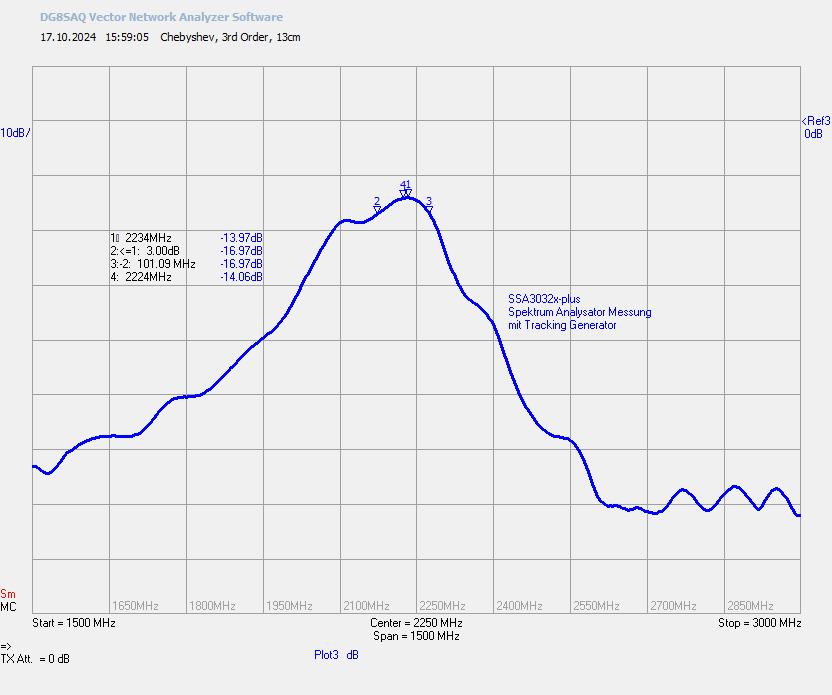
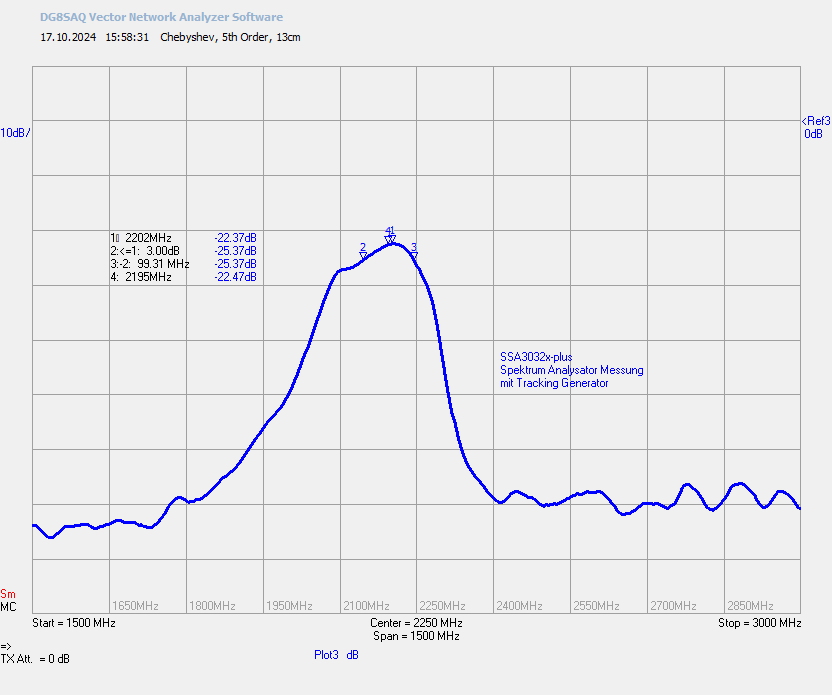
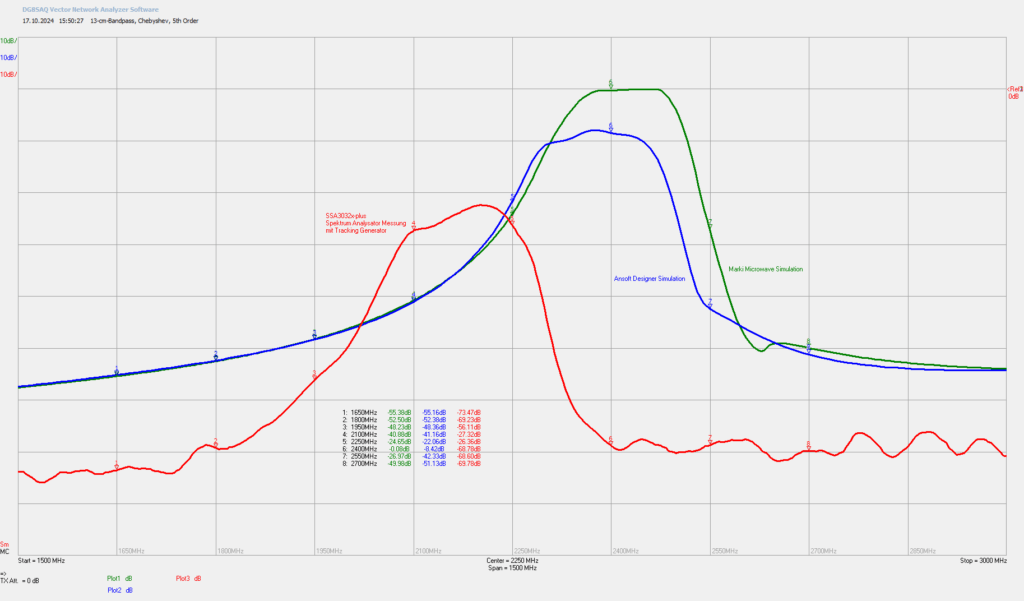
Da mein vektorieller Netzwerkanalysator nur bis 1,3 GHz verwendbar ist, wurden diese Messungen im 13-cm-Band mit einem Siglent SSA3032X-Plus Spektrumanalysator und dem eingebauten Trackinggenerator durchgeführt. Daher fehlen hier die Reflexionsmessungen. Die Meßdaten wurden als CSV-Datei abgespeichert und händisch in das s1p-Touchstone-Format konvertiert, das zur Darstellung von der VNWA-Betriebssoftware eingelesen wurde.
Die Markierung zeigt die 3‑dB-Filterbandbreite. Wie bei den 23-cm-Filtern stellen die Marker 2 und 3 jeweils die Bandgrenzen dar, Marker 1 zeigt das Maximum innerhalb der Durchlassbandbreite und Marker 4 die Mittenfrequenz.
Für alle 13-cm-Filter wurde beim Design als untere Grenze des Durchlaßbereichs 2320 MHz gewählt, als obere Grenze 2450 MHz. Die Bandbreite sollte also in allen Fällen 130 MHz betragen und die Mittenfrequenz 2385 MHz. Die gemessene Bandbreite liegt bei allen Filtern zwischen 100 und 150 MHz und entspricht auch hier hinreichend genau der angestrebten Bandbreite.
Auch hier liegt die Mittenfrequenz aller Filter deutlich unterhalb der errechneten. Im Mittel liegen die Mittenfrequenzen bei 2191 MHz. Hier wurde nur die Variante mit Lötstopplack gefertigt. Die Abweichungen der einzelnen Filter von diesem Mittelwert sind größer als bei den 23-cm-Filtern. Aus dem Mittelwert errechnet sich ein Zuschlag von 8,9% zu den Zielfrequenzen. Statt 2385 MHz werde ich also ein zukünftiges Filter für eine Mittenfrequenz von 2385 * 1,089 ≅ 2600 MHz entwerfen.
Auch hier ist die Dämpfung der Filter erschreckend hoch. Eine deutliche Ausnahme bildet das Butterworth-Filter dritter Ordnung. Das schneidet mit gut 4 dB Dämpfung für den Frequenzbereich und FR4-Leiterplattenmaterial sogar ausgesprochen gut ab. Ich habe die Messungen mehrfach wiederholt und keine plausible Erklärung für die deutlichen Unterschiede gefunden.
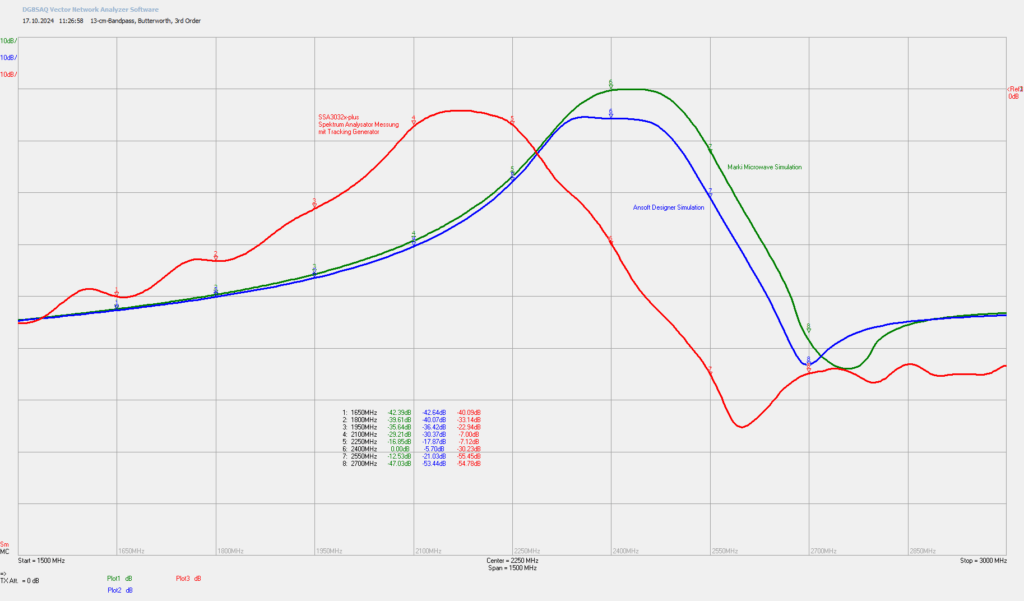
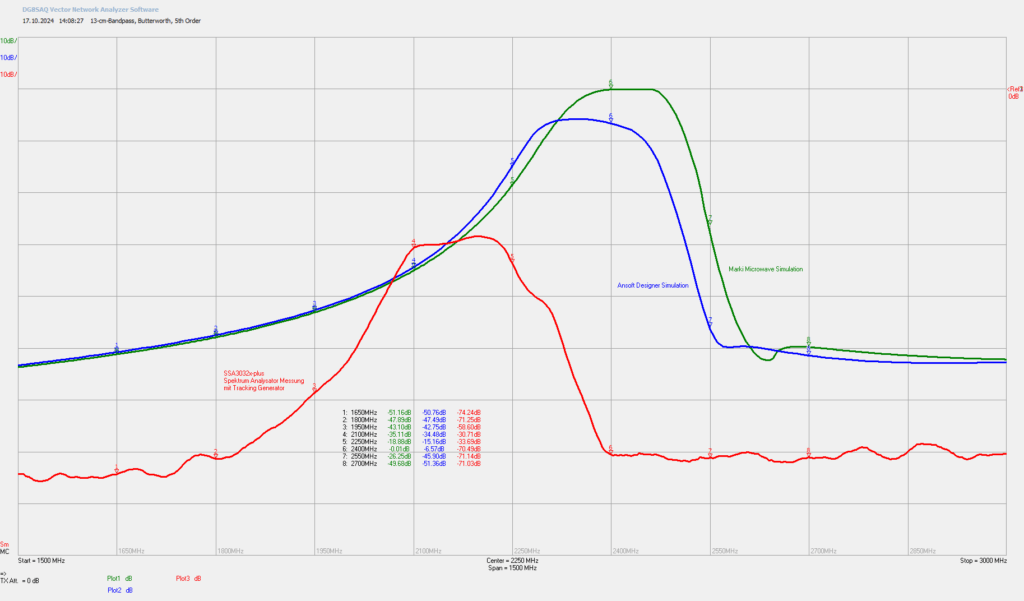
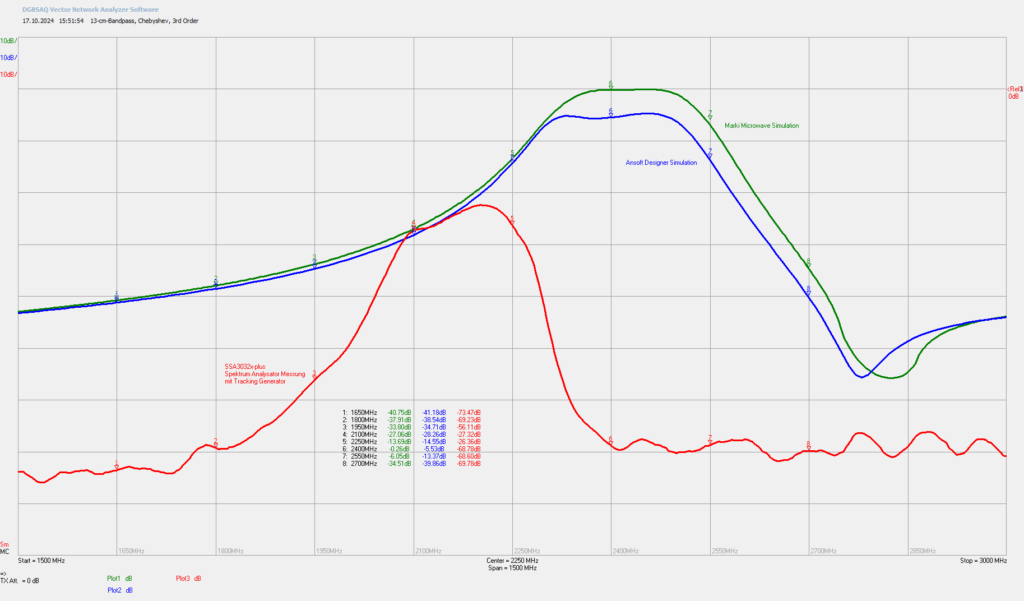
Vergleich mit den Simulationen
Die Meßwerte werden auch hier wieder mit den Simulationen in einer vergleichenden Grafik zusammengefasst. Hier sind die Ergebnisse:
13-cm-Bandpass, Butterworth, 3. Ordnung Vergleich der Durchlassdämpfung zu den Simulationen mit Ansoft Designer und der Entwurfssoftware von Marki Microwave13-cm-Bandpass, Butterworth, 5. Ordnung Vergleich der Durchlassdämpfung zu den Simulationen mit Ansoft Designer und der Entwurfssoftware von Marki Microwave13-cm-Bandpass, Chebyshev, 3. Ordnung Vergleich der Durchlassdämpfung zu den Simulationen mit Ansoft Designer und der Entwurfssoftware von Marki Microwave13-cm-Bandpass, Chebyshev, 5. Ordnung Vergleich der Durchlassdämpfung zu den Simulationen mit Ansoft Designer und der Entwurfssoftware von Marki Microwave
Auch hier liegt der Ansoft Designer näher am tatsächlichen Ergebnis, als das Microstrip Filter Design Tool von Marki microwave, aber der Unterschied ist nicht mehr signifikant. Im Grunde bestätigt der Ansoft Designer sogar den Entwurf des Microstrip Filter Design Tools. Als Verlustfaktor wurde für diese 13-cm-Filter 0,014 gewählt, was ja im Falle des Butterworth-Filters dritter Ordnung auch sehr gut passt.
Bei nächster Gelegenheit werde ich nochmal einige Teststrukturen entwickeln und fertigen lassen. Dabei werde ich dann vor allem versuchen, die gewünschte Durchlassfrequenz genauer zu treffen. Auch ein Tiefpass wäre mal einen Versuch wert. Ich werde berichten…
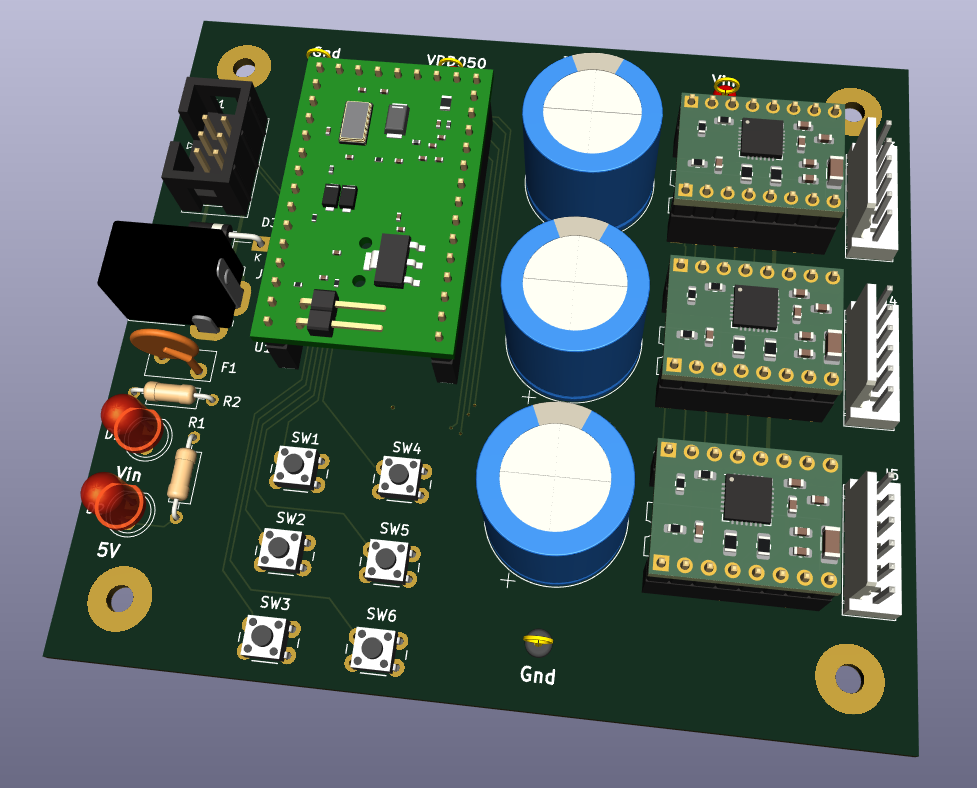
Nach einigen lehrreichen Versuchen mit festen (hier und hier) und elektromechanisch einstellbaren Kondensatoren (hier und hier), habe ich nun einen funktionsfähigen und brauchbaren Prototypen gebaut. Als Bauart habe ich mich für den ursprünglich geplanten Schiebekondensator aus einem Stator und einem Schieber mit jeweils mehreren Lamellen entschieden. Die aus einem Aluminiumblock gefräste Version mit parallelgeschalteten Zylinderkondensatoren ist zwar originell und prinzipiell auch machbar, aber für einen Hobbyfräser doch eine ziemliche Herausforderung.
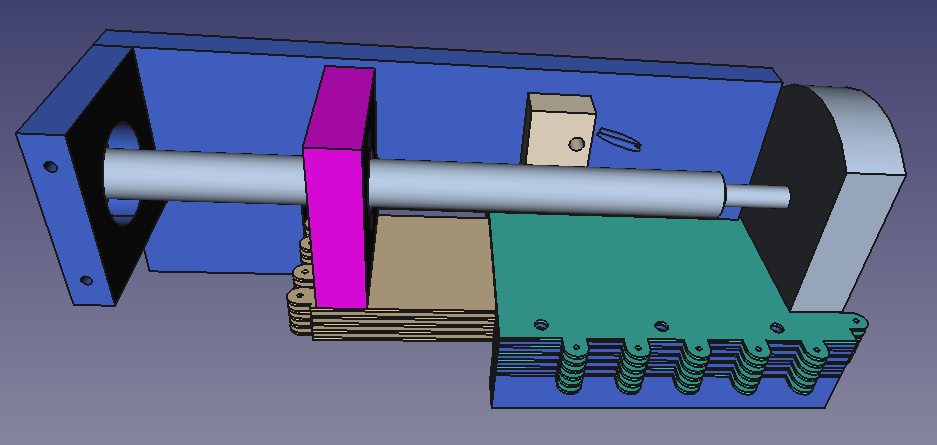
Hier nun zunächst die 3D-Ansicht des real aufgebauten und nachfolgend vorgestellten Prototypen:
3D-Ansicht des Prototypen
Der Schieber ist an einem Block befestigt, der eine Trapezgewindemutter trägt. Sie wird von einem Schrittmotor über eine Trapezgewindespindel angetrieben.
Designziele
Es handelt sich hier immer noch um einen Prototypen, der zeigen soll, daß der Weg prinzipiell der richtige ist, also ein proof-of-concept. Als grobes Ziel soll ein Einstellbereich von etwa 10 pF bis etwa 500 pF erreicht werden. Die Spannungsfestigkeit soll bei 2 kV liegen und die Güte soll möglichst hoch sein. Aus früheren Versuchen ist zu erwarten, daß eine Güte von 1000 nicht erreicht werden kann, aber 100 sollte das Minimum sein. Dann wird bei 100 Watt Sendeleistung ein Watt in Wärme umgesetzt, was vertretbar erscheint. Es sei hier in Erinnerung gerufen, daß die Güte definitionsgemäß frequenzabhängig ist und mit steigender Frequenz abnimmt.
Zur Abschätzung der Kapazität und der Spannungsfestigkeit dient dieses Spreadsheet. Man wählt ein Dielektrikum aus der Liste, gibt die Dimensionen und die Anzahl der Kondensatorplatten an und erhält die Gesamtkapazität und die Spannungsfestigkeit. Die tatsächliche Kapazität des Prototypen liegt leider nur bei etwa 70% des errechneten Wertes. Das kann viele Ursachen haben, von einem Fehler in der Berechnung bis zu Ungenauigkeiten bei der Dielektrizitätskonstanten. Ich bin dem nicht auf den Grund gegangen, die Abschätzung genügt mir.
Zweck des Prototypen ist die Messung der erzielten Eigenschaften: des Einstellbereichs der Kapazität, der Selbstresonanzfrequenz als Folge seiner parasitären Induktivität und die Messung der Güte. Darüberhinaus sollen natürlich die mechanischen Eigenschaften ausprobiert werden, insbesondere der Antrieb durch den Schrittmotor. Die Frage war, ob sein Drehmoment ausreicht um den Schieber beliebig hin- und herzuschieben, ohne daß etwas verklemmt. Ansonsten wäre ein etwas größerer Stepper vonnöten, beispielsweise die Größe NEMA 17.
Entwicklung und Fertigung der Kondensatorplatten
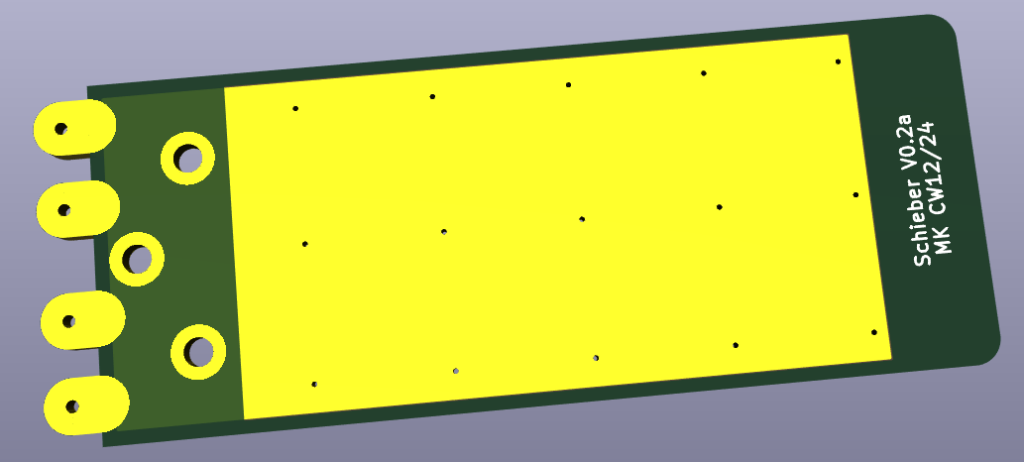
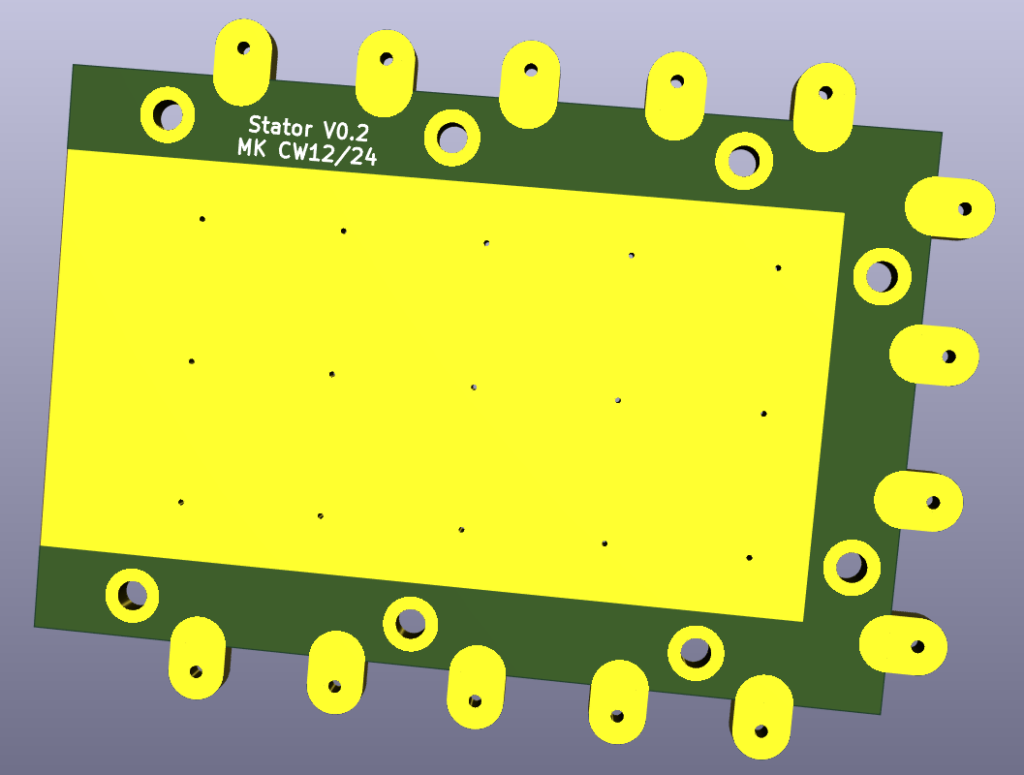
Erste Prototypen der Kondensatorplatten wurden aus doppelseitig kupferbeschichtetem Leiterplattenmaterial gefräst. Das funktioniert natürlich, ist aber mühsam. In Zeiten, in denen man 30 Stück solcher Platten für etwa 15 Euro in China fertigen lassen kann, lohnt dieser Aufwand nicht. Also habe ich mit KiCad die Stator- und die Schieberplatten entworfen und davon lagen nach gut einer Woche jeweils 30 Stück in meinem Briefkasten. So sehen sie aus:
Schieberplatte
Statorplatte
Hier die beiden KiCad-Projekte. Beide Platten sind durchkontaktiert und die aktiven Flächen sind frei von Lötlack. Als Dicke habe ich nominal 0,5 mm gewählt, mit der Mikrometerschraube nachgemessen sind es letztlich 0,55 mm. Die Platten werden einfach oder mehrfach mit dem Dielektrikum beklebt und gefräste Abstandshalter halten beide Platten auf dem festen Abstand. In meinem Fall sind es statt der nominalen 1,00 mm gemessene 1,07 mm. Auch solche Abweichungen können zu der Diskrepanz zwischen errechneter und gemessener Kapazität führen. Ich hätte übrigens auch gerne 0,75 mm oder 0,8 mm dicke Abstandshalter gefräst, habe aber zumindest ohne große Suche kein passendes Rohmaterial gefunden.
Die überstehenden Lötlaschen beider Platten sollen von oben bis unten mit einem durchgezogenen Draht verlötet werden. Elektrisch würde natürlich ein einziger Draht genügen, aber die Idee ist, den Wirkwiderstand gering und damit die Güte hochzuhalten. Außerdem hoffe ich darauf, daß die parasitäre Induktivität dadurch niedrig gehalten wird. Besonders beim Schieber ist es auch denkbar, per Relais nur einen Teil der Platten zuzuschalten. Das sollte die minimale Kapazität niedrig halten und falls nötig eine feinere Einstellung zu erlauben. Die nicht verwendeten Laschen können dann einfach abgebrochen werden.
Auswahl des Dielektrikums
Bei gegebenem Abstand der Platten bestimmt das Dielektrikum die Kapazität, die Güte und die Spannungsfestigkeit des Kondensators. Das oben gezeigte Spreadsheet erlaubt die Auswahl aus verschiedenen Materialien. Am einfachsten ist natürlich Luft, wie bei einem Drehkondensator. Die Dielektrizitätskonstante ist allerdings nur 1, so daß die Kapazität gering bleibt. Außerdem ist die Spannungsfestigkeit ziemlich undefiniert, denn sie hängt erheblich von der Luftfeuchtigkeit ab, die beim Außeneinsatz trotz Gehäuse auch mal nahe an der Sättigungsgrenze sein kann. Luft als Dielektrikum erfordert auch eine präzise Führung des Schiebers, so daß der Plattenabstand gleichbleibt. Das ist auch nicht ganz trivial.
Bei meinen Versuchen hat es sich bewährt, auf eine Klebefolie zu setzen. Durch Bekleben der Ober- und Unterseite jeder Platte an einem Stück, wird jeweils eine vollständige Isolation auch an den Kanten erreicht. Die Schieberplatten haben beidseitig einen 1 mm breiten Rand, der auch überklebt wird. Spannungsüberschläge sollten damit ausgeschlossen sein.
Die weitverbreiteten Polypropylen-Klebebänder (Tesafilm) scheiden schon wegen des Klebstoffs aus. Der verrottet nach kurzer Zeit. Als Dielektrikum gut geeignet ist PTFE (Teflon), aber mit den Klebebändern habe ich keine gute Erfahrung gemacht. Die gemessene Güte ist wahrscheinlich wegen des Klebers nicht so gut, wie erwartet. Außerdem macht die Dicke der Klebebänder von 180 µm die Verarbeitung nicht ganz so leicht. Ich bin aber auch nicht sicher, ob das, was einem als PTFE verkauft wird, wirklich auch PTFE ist. Letztlich habe ich mich für Polyimid-Folien entschieden, die unter dem Handelsnamen Kapton verkauft werden. Mit 50 µm Dicke sind sie gut zu verarbeiten und sie gleiten gut aufeinander. Gegebenenfalls kann man auch problemlos mehrere Schichten übereinander kleben. Polyimid hat eine relativ hohe Dielektrizitätskonstante von 3,5 und eine Spannungsfestigkeit von 23 kV/mm. Der Verlustfaktor ist „mittelprächtig“, viel besser als der von PVC und FR‑4, aber auch viel schlechter als der von PTFE.
Erstellen des 3D-Modells
Ein Screenshot des 3D-Modells wurde eingangs schon gezeigt und soll hier nochmal wiederholt werden:
3D-Ansicht des Prototypen
Man erkennt das Paket aus sechs Statorplatten (dunkelgrün) und fünf Schieberplatten (braun). Der Schrittmotor ist an den Seitenwänden befestigt und treibt über eine Trapezgewindespindel und dazugehörige Trapezgewindemutter den Schieber an. In der Wand gegenüber dem Schrittmotor ist ein Kugellager eingebaut. Es hat 16 mm Außendurchmesser und 8 mm Innendurchmesser. Es ist nicht unbedingt notwendig, denn die Trapezgewindespindel wird ja auch von dem Schieberblock gehalten. Die Spindel wird mit einer passenden Kupplung an den Schrittmotor geschraubt. Diese Kupplung kann einen geringen Versatz der Achsen ausgleichen.
Die vordere Seitenwand ist hier ausgeblendet. An der hinteren Seitenwand ist ein Referenzschalter montiert, damit beim Einschalten der Nullpunkt gefunden werden kann. Die Anzahl der Stator- und Schieberplatten ist in gewissen Grenzen frei wählbar. Die hier gezeigte Konfiguration erlaubt es, eine Kapazität zwischen knapp 10 pF und etwa 650 pF einzustellen (siehe Messergebnisse).
Hier ist das Python-Makro für FreeCAD, mit dem das oben gezeigte Modell erstellt wurde. Die Seitenteile, Füße und Führungen wurden mit einem 3D-Drucker erstellt und aus dem hier generierten Modell exportiert. Einige Parameter sind im Quelltext wählbar, z.B. die Anzahl der Platten.
Für diesen Schiebekondensator wird nur einer der bis zu drei Treiber für Schrittmotoren benötigt.
Die Software ist im Moment recht unausgereift, zumindest noch nicht soweit, daß ich sie hier veröffentlichen wollte. Der Schrittmotor wird im Halbschritt-Modus angesteuert und die Schrittimpulse werden in einem Interrupt-Handler mit 500-µs-Intervall generiert. Eine provisorische Beschleunigungs- und Abbremsphase ist auch implementiert. Beim Einschalten wird eine Referenzfahrt durchgeführt, so daß die Startposition bekannt ist. Durch Drücken der Tasten SW1 oder SW4 kann der Schieber aus- oder eingefahren werden. An den Grenzen wird automatisch gestoppt. Über Modbus-Kommandos kann auch eine bestimmte Position angefahren werden.
Die verwendete Trapezgewindespindel hat eine Steigung von 8 mm pro Umdrehung und der gesamte Fahrweg ist 50,8 mm lang. Bei 400 Halbschritten pro Umdrehung ergeben sich damit 2540 Schritte. Abgesehen von der Beschleunigungs- und Abbremsphase braucht jeder Schritt das doppelte der oben genannten 500 µs, weil ein Intervall zum Einschalten des Schrittimpulses und ein zweites zum Ausschalten benötigt wird. Eine komplette Fahrt dauert somit also etwa 2,5 Sekunden. Das wäre bei Bedarf sicherlich zu verbessern, am einfachsten durch Umstieg auf Vollschritte. Gegebenenfalls muß dann aber ein Schrittmotor mit höherem Drehmoment eingesetzt werden, der dann wiederum eine höhere Versorgungsspannung benötigt, also beispielsweise 24V statt der hier verwendeten 12V.
Betrieb des Prototypen
Hier ist ein kurzes Video, das den Prototypen bei der Arbeit zeigt:
Der Schiebekondensator in Betrieb
Alle Bewegungen sind in der Originalgeschwindigkeit gezeigt. Die SMA-Buchse dient zu den nachfolgend gezeigten Messungen.
Messergebnisse
Hier werden jetzt einige Messergebnisse dokumentiert.
Messungen am Schiebekondensator
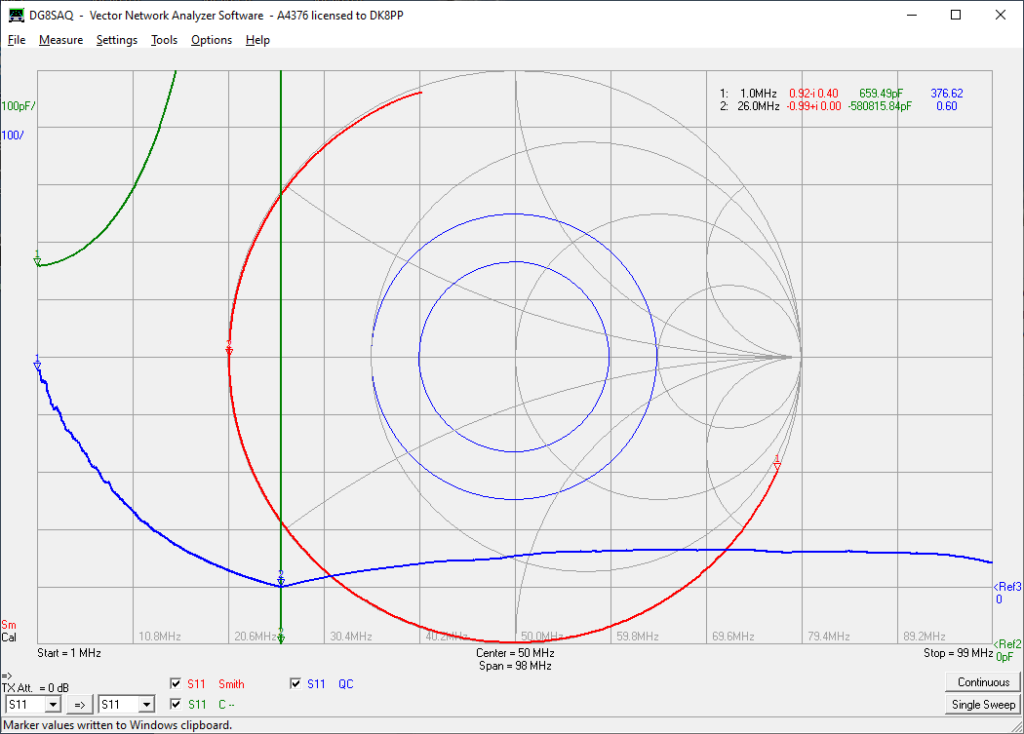
Die Messungen wurden mit dem VNWA von SDR-Kits bei 1 MHz durchgeführt. Der Schiebekondensator ist über die oben gezeigte Ansteuerung und über einen USB-RS232-Konverter an einen PC angeschlossen. Von dort wird er direkt mit QModMaster bedient, indem das dafür vorgesehene Register direkt beschrieben wird. Die Schrittgrenzen sind mit 0 und 2540 fest einprogrammiert. Auch wenn ein Wert außerhalb dieses Bereiches eingegeben wird, fährt der Motor nur bis zu dieser Grenze.
Im Video wird mehrmals an dieselbe Position gefahren, um die Wiederholgenauigkeit zu testen. Zu beachten ist, daß die Messung auch bei stehendem Schieber um etwa 1 pF schwankt und der gezeigte Wert vom Augenblick des Screenshots abhängt. Die Abweichung beim Anfahren derselben Position liegt in derselben Größenordnung. Der Gütemessung sollte man keine allzugroße Bedeutung zumessen. Auch dieser Wert schwankt sehr stark, denn er ist ja der Quotient aus dem hohen Blindwiderstand und dem niedrigen Wirkwiderstand.
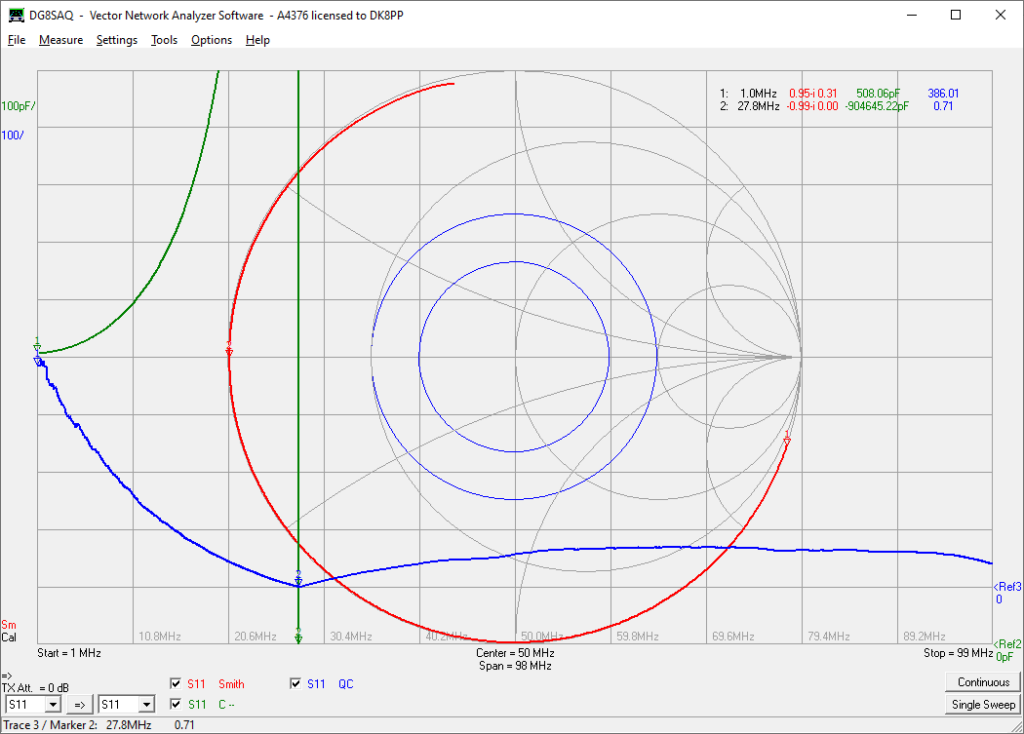
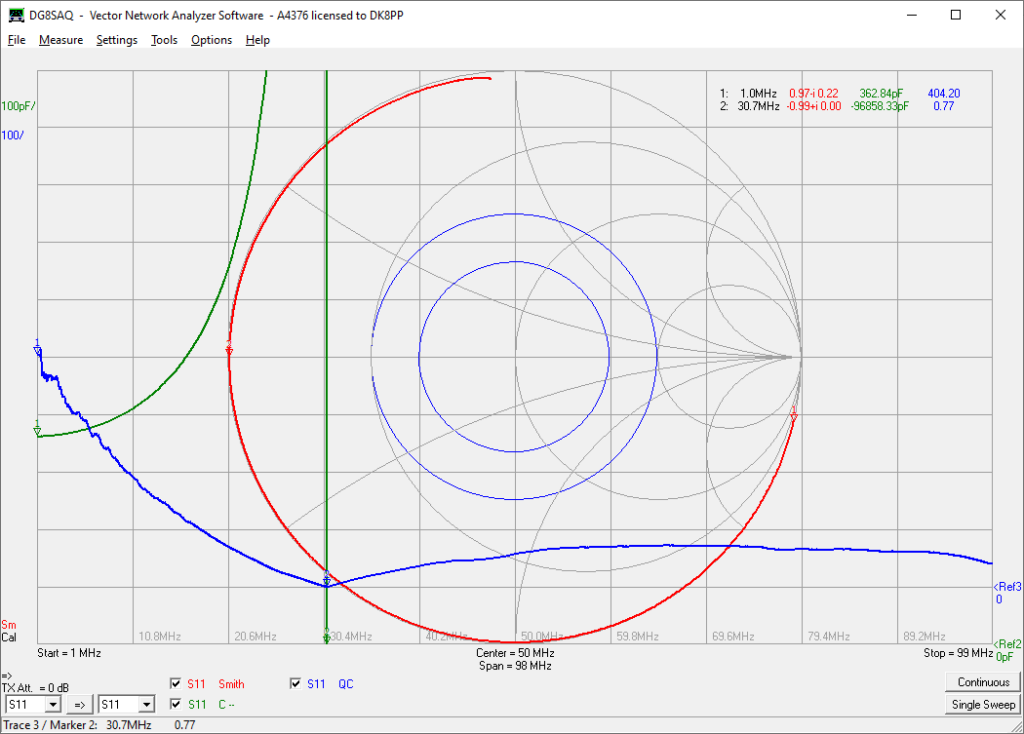
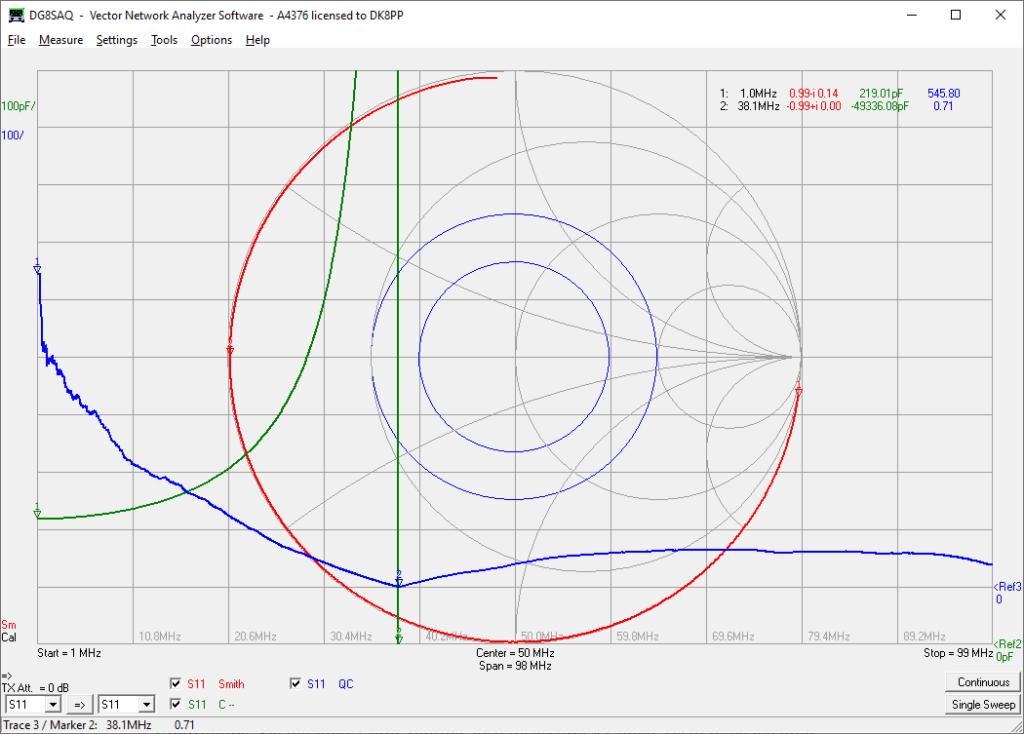
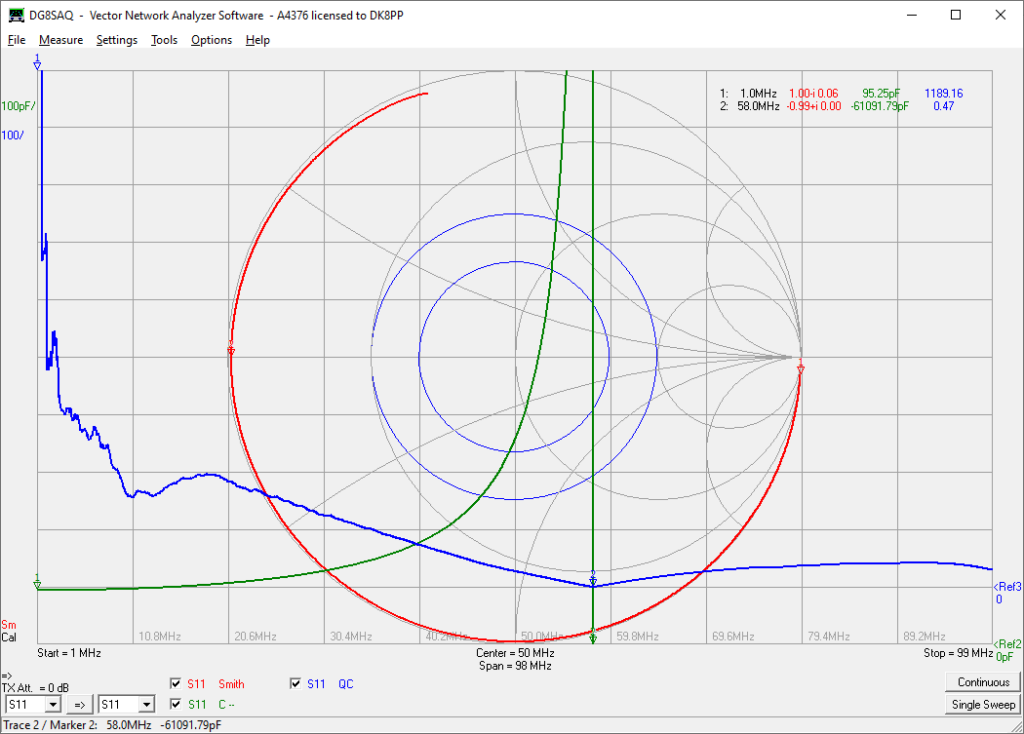
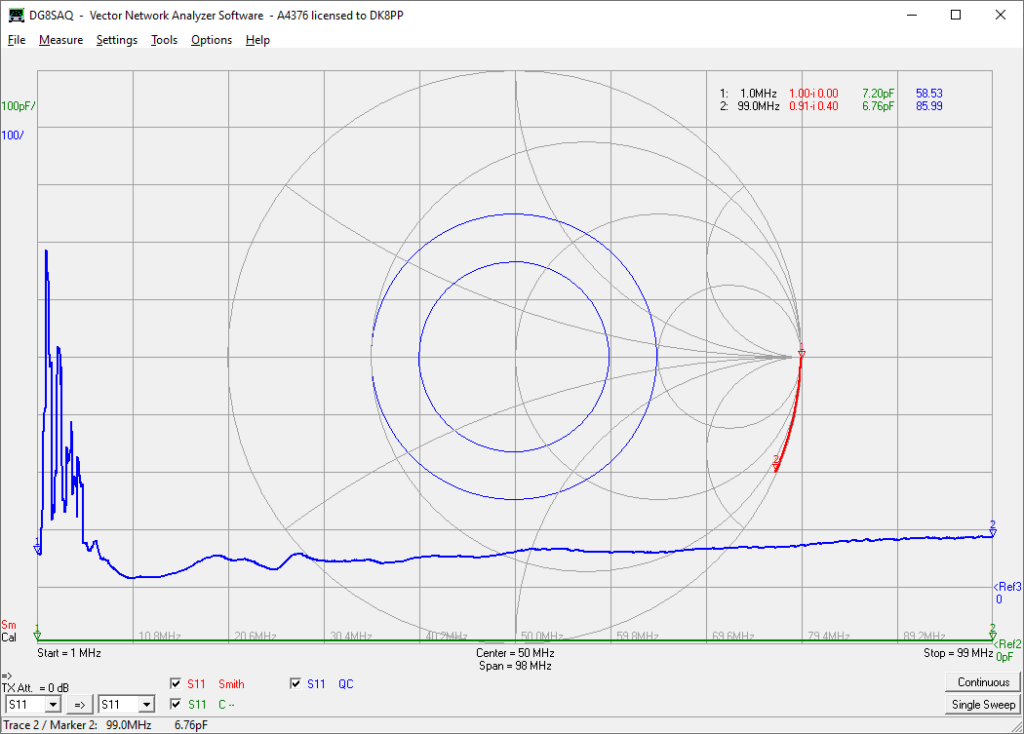
Wie man sieht, ist der Kondensator von etwa 8 pF bis knapp 670 pF einstellbar. Nachfolgend noch ein paar Messungen über einen Frequenzbereich zwischen 1 MHz und 99 MHz bei den Schieberstellungen 0, 500, 1000, 1500, 2000 und 2500.
Kapazität und Güte an der Position 0Kapazität und Güte an der Position 500Kapazität und Güte an der Position 1000Kapazität und Güte an der Position 1500Kapazität und Güte an der Position 2000Kapazität und Güte an der Position 2500
Aus der Selbstresonanzfrequenz errechnet sich die parasitäre Induktivität zu etwa 60 bis 80 nH. Sie ist im eingefahrenen Zustand niedriger, weil dann die von den Testleitungen umspannte Fläche geringer ist.
Verwendete Bauteile
Der hier eingesetzte Schrittmotor ist ein NEMA-FLAT02, der beispielsweise bei Reichelt zu beziehen ist. Die Trapezgewindespindel ist 100 mm lang und vom Typ T8x2x8. Sie hat einen Durchmesser von 8 mm und eine Steigung von 8 mm pro Umdrehung. Sie hat eine 2‑mm-Teilung, also insgesamt 4 Gänge. Dazu habe ich eine passende Trapezgewindemutter aus Messing eingesetzt. Genau wie die Kupplung und das Kugellager sind diese Bauteile über die bekannten Verkaufsplattformen im Internet zu beziehen.
Schon in früheren Beiträgen (hier, hier und hier) habe ich über Versuche zum Selbstbau von Kondensatoren geschrieben. Das Ziel war immer das gleiche, einen spannungsfesten, induktivitätsarmen und elektromechanisch einstellbaren Kondensator möglichst hoher Güte zu bauen, der in einem Antennentuner Anwendung finden soll. Die Mechanik soll dabei zuverlässig genug sein, um ihn in einem Gehäuse im Außenbereich einzusetzen, in dem es im Sommer bei direkter Sonneneinstrahlung 60°C oder 70°C warm werden kann und im Winter auch mal ‑20°C möglich sind.
Als plausible Zielwerte soll ein Einstellbereich von 10 pF bis etwa 200 pF angestrebt werden. Die Spannungsfestigkeit sollte über 1 kV liegen, besser 2 bis 3 kV, denn gerade bei hochohmigen Antennen tritt auch bei nur 100 W Ausgangsleistung schon eine recht hohe Spannung auf. Wäre schön, wenn die Güte bei mindestens 1000 läge und die Selbstinduktivität bei weniger als 30 nH. Ob diese Wünsche erfüllbar sind, muß dann ein Prototyp zeigen.
Auswahl der Materialien
Das Dielektrikum
Der einfachste Aufbau verwendet ein Luftdielektrikum. Das wurde aber verworfen, weil Luft im ungünstigsten Fall nur eine Durchschlagsfestigkeit von 400 V/mm und eine Dielektrizitätskonstante von 1 hat. Das würde einen Abstand von über 2 mm bedeuten, was eine zu geringe Kapazität oder zu hohe Baugröße bedeuten würde. Verbreitete Kunststoffe wie PVC, PC oder PE haben einen schlechten Verlustfaktor, soweit überhaupt vertrauenswürdige Werte dafür zu finden sind. So bleibt als preiswertes und gut erhältliches Dielektrikum praktisch nur PTFE übrig.
Der Kondensatorblock
Um eine möglichst hohe Güte zu erreichen, muß der Kondensatorblock aus gut leitendem Material sein. Am besten wäre wohl Kupfer, es hat aber den Nachteil der Korrosionsanfälligkeit. Diesbezüglich ist Aluminium überlegen und seine Leitfähigkeit steht dem Kupfer kaum nach. Außerdem ist das Fräsen von Aluminium zumindest für Anfänger wie mich eine echte Herausforderung. Daher soll zumindest im Prototyp Aluminium eingesetzt werden. Im Erfolgsfall könnte eine Variante aus Kupfer folgen.
Festlegung der Bauform
Einstellbare Kondensatoren sind üblicherweise als Drehkondensatoren mit mehreren Platten und Luftdielektrikum ausgeführt. Das führt bei der angestrebten Kapazität und Spannungsfestigkeit zu recht großen Abmessungen, die wiederum die Selbstinduktivität in die Höhe treiben. Der Eigenbau aus mehreren Platten und zwischengelegten PTFE-Folien erscheint mir mechanisch schwierig, besonders weil die beiden Blöcke induktivitätsarm und korrosionsfest verschraubt oder verlötet werden müssen
Daher soll der Versuch mit vielen parallelgeschalteten Zylinderkondensatoren gemacht werden, die über eine Gewindestange von einem Schrittmotor verschoben werden können. Sie sollen aus einem Aluminiumblock gefräst werden und somit die Kontaktierungsprobleme minimieren. Die Abmessungen und damit die Selbstinduktivität können so im Rahmen gehalten werden. Die unten gezeigten 3D-Modelle sollen die Idee verdeutlichen.
Die beiden Blöcke werden nach alter Väter Sitte als Männchen und Weibchen bezeichnet. Wie im richtigen Leben bekommen die Männchen Kondome, allerdings nicht aus Latex. PTFE-Schläuche mit einem Innendurchmesser von 3 mm und einem Außendurchmesser von 4 mm sind leicht und preiswert erhältlich. Damit ist dann der Abstand der Kondensatorzylinder auf 0,5 mm zuzüglich einer kleinen Toleranz von etwa 0,2 mm festgelegt.
Wenn ein solcher Stift mit 3 mm Durchmesser und PTFE-Überzug 15 mm in sein Gegenstück eingeführt wird, hat dieser Zylinderkondensator eine Kapazität von etwa 4 pF. Fünfzig parallelgeschaltete Kondensatoren dieser Art kommen dann zusammen auf 200 pF. Die parasitäre Induktivität der Kondensatoren ist auch parallelgeschaltet, was in Summe zu einer relativ niedrigen Induktivität führen sollte. Bei 200 pF und 30 nH sollte die Selbstresonanzfrequenz bei über 60 MHz liegen, also außerhalb der klassischen Kurzwellenbänder.
Ein allererster Prototyp
Einen allerersten Prototypen, der gleichzeitig eine Einführung in die Grundlagen des Aluminiumfräsens war, zeigt das nachfolgende Foto. Es ist ein „Proof of Concept“.
Zylinderkondensator, Proof of ConceptZylinderkondensator, Proof of Concept
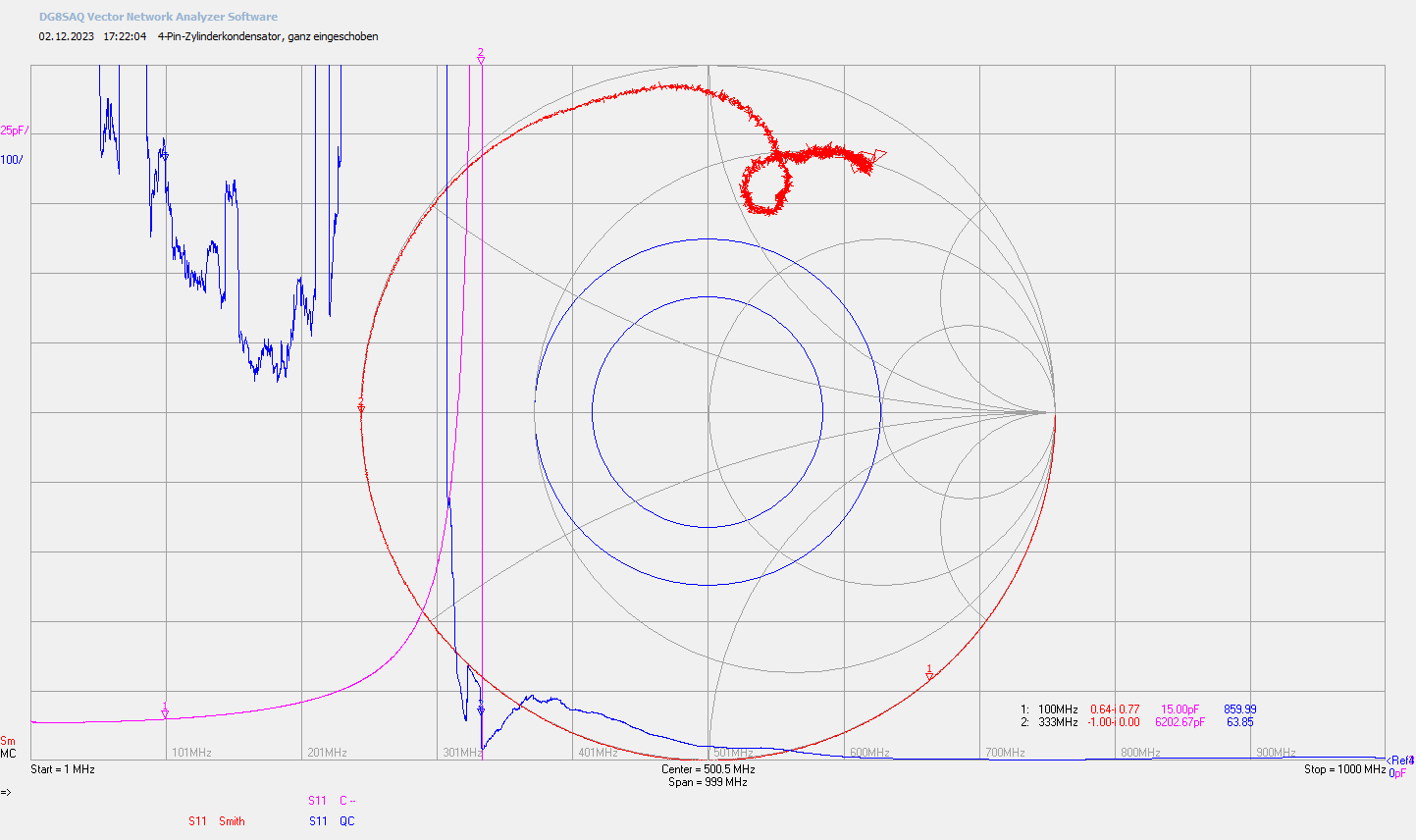
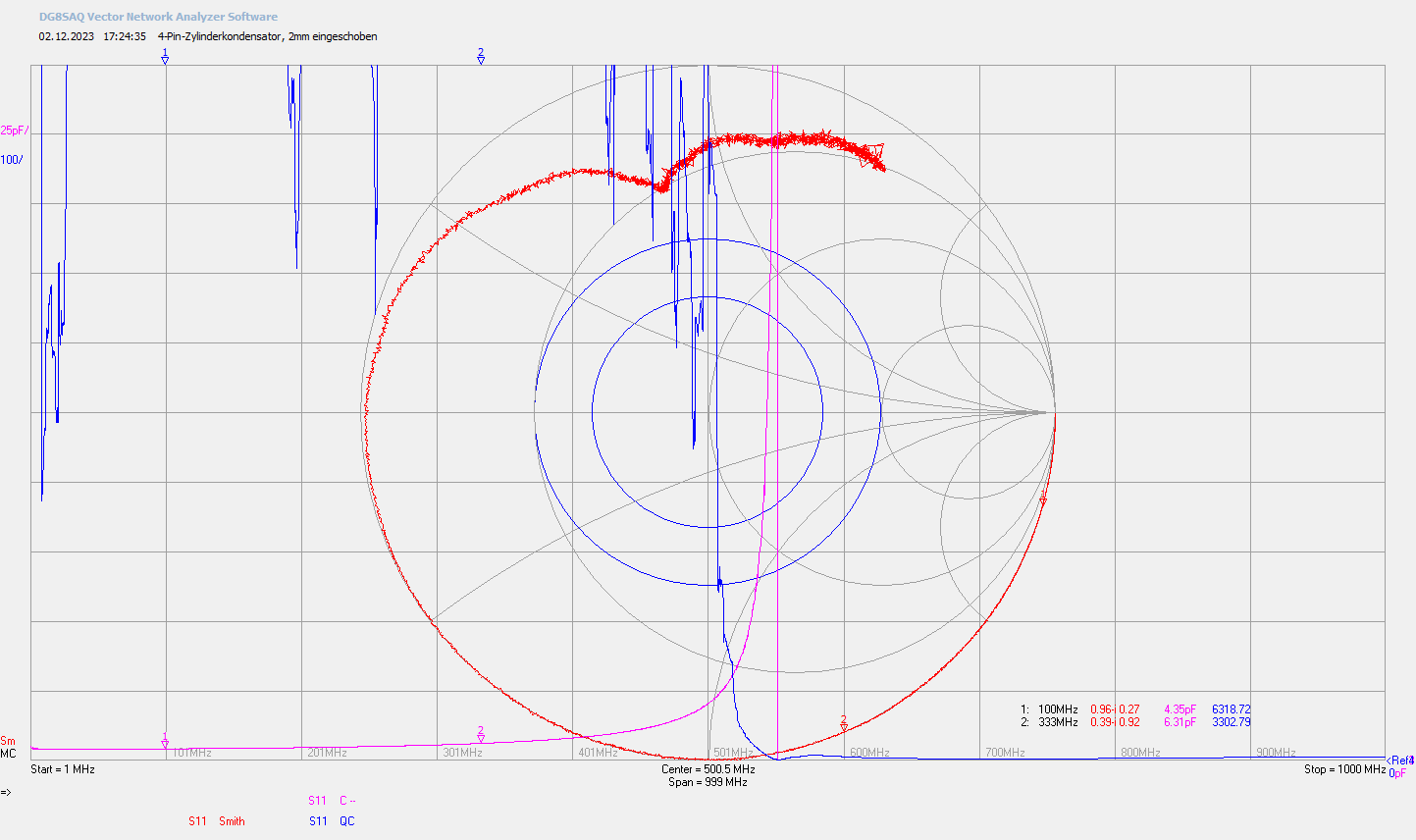
Die Messungen zeigen eine Kapazität von 15 pF bei ganz eingeschobenem Kondensator und gut 4 pF bei fast komplett ausgezogenem Kondensator.
Impedanzmessung des 4‑Pin Zylinderkondensators, komplett eingeschobenImpedanzmessung des 4‑Pin Zylinderkondensators, 2mm eingeschoben
Die Selbstresonanzfrequenz liegt bei 330 MHz, was eine parasitäre Induktivität von etwa 15 nH bedeutet.
Lehren zum Fräsen von Aluminium
Es gibt viele verschiedene Aluminiumlegierungen und etliche davon sind schwierig zu Fräsen. Das liegt im wesentlichen daran, daß sie einen niedrigen Schmelzpunkt haben und ohne Kühlung und Schmierung ganz schnell den Fräser verkleben. Ich habe mich für die relativ preisgünstig erhältliche Legierung AW-5083 (AlMg4,5Mn) entschieden. Davon habe ich zwei Platten der Abmessung 200 mm x 300 mm besorgt, eine 15 mm dick, die andere 20 mm.
AW-5083 gilt als gut zerspanbar. Das kann ich bestätigen, wenn man die Späne gründlich absaugt und so auch durch den Luftstrom des Staubsaugers für Kühlung sorgt. Wenn die Taschen aber tiefer werden und die Späne nicht schnell genug abgesaugt werden, geschieht das Unglück, der Fräser verklebt. Wenn man die Fräse über den Not-Ausschalter sofort stoppt, hat man eine Chance den Fräser und das Werkstück zu retten. Das Herauskratzen des nun wieder erstarrten Aluminiums ist aber kein Vergnügen und schadet natürlich auch den Schnittkanten des Fräsers. Mancher Fräser war danach schrottreif.
Kühlen hilft. Mangels Mindermengenschmierung sitze ich dann mit einer Sprühflasche mit reinem oder mit Wasser verdünntem Isopropanol daneben und sprühe alle paar Sekunden den Fräser ein. Der Nachteil ist dabei, daß die Späne nicht mehr ganz so leicht abzusaugen sind, also auch nicht ideal. Am besten wird wohl eine Mindermengenschmierung funktionieren, die mit viel Luftdruck die Späne wegbläst und durch Zugabe geringer Mengen Schmierstoffs den Fräser schmiert und kühlt. Das wird eine meiner nächsten Anschaffungen sein, bedingt allerdings eine Umhausung, wenn man nicht anschließend das ganze Zimmer reinigen will.
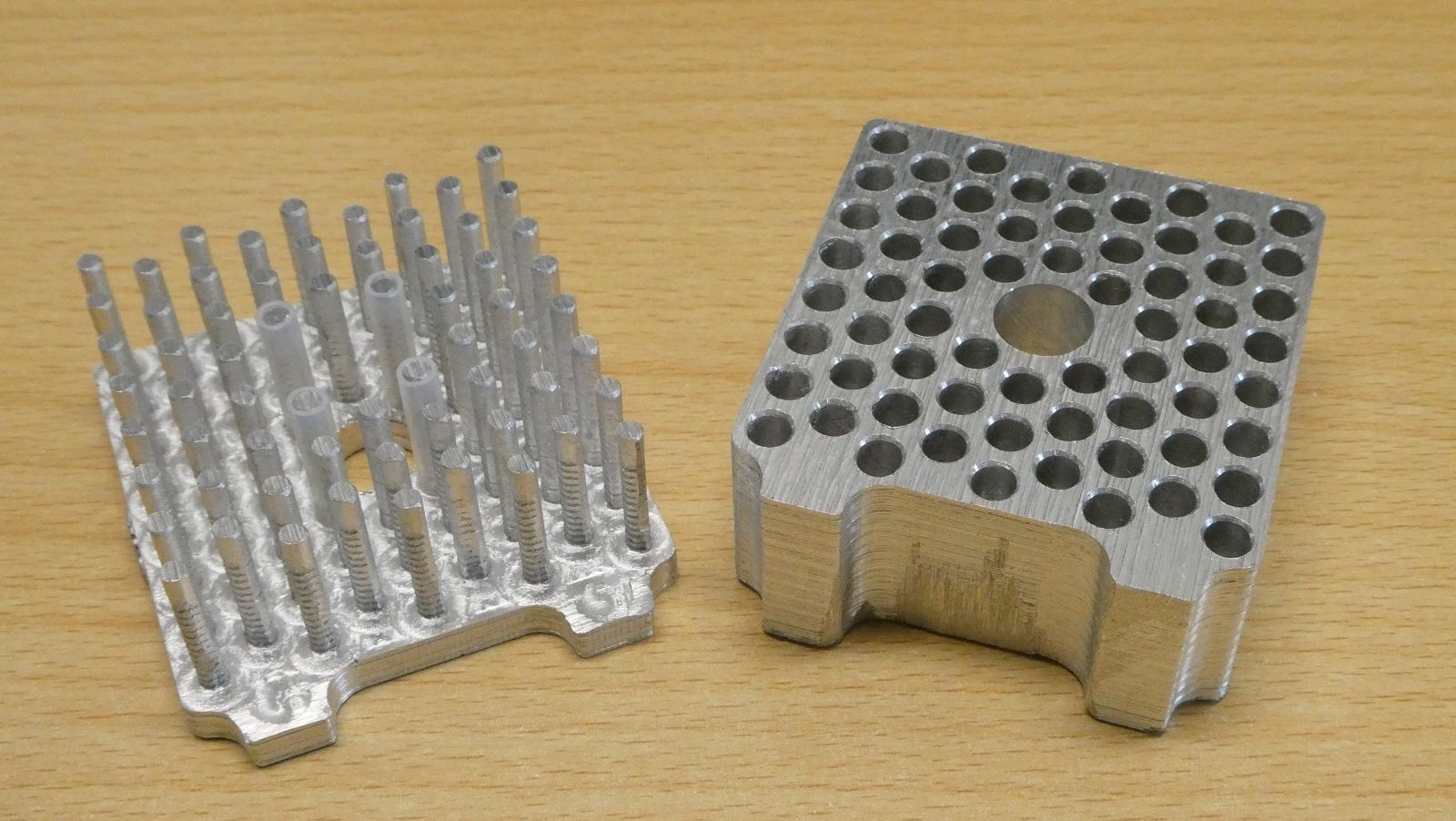
Der zweite Prototyp
Die Idee beim zweiten Prototyp war nun, zu Bohren statt zu Fräsen. Die Hoffnung war, daß dadurch die Späne besser wegtransportiert werden, besonders bei tieferen Bohrungen. Die Frässpindel ist für einen normalen HSS-Bohrer zu schnell, also habe ich die Bohrmaschine eingespannt. Sie hat dieselbe 43-mm-Eurohalsaufnahme wie die Spindel. Das kann man als totalen Fehlversuch beurteilen. Die Bohrmaschine ist deutlich weniger stabil als die Frässpindel und der HSS-Bohrer ist zu lang und läuft weg. Die Bohrlöcher liegen damit zu weit außerhalb der Toleranz. Dennoch soll das Ergebnis hier gezeigt werden, auch aus Fehlversuchen lernt man.
Schiebekondensator 50x50mm
Auf dem Foto nicht ganz deutlich zu erkennen ist, daß die Bohrungen um geschätzt bis zu einem halben Millimeter neben der gewünschten Position liegen. Die Männchen sind deutlich maßhaltiger, denn sie sind mit der Spindel gefräst, nicht gebohrt. Aber an den Riefen sieht man, daß sich dann doch ein Stück Alu am Fräser festgesetzt hat. Die Zustellung betrug 1 mm und so sieht man alle 1 mm eine Riefe, die auch beim Schlichtdurchgang nicht mehr entfernt werden konnte. Naja, kein Meisterwerk, noch lange nicht.
Die Maßhaltigkeit ist so schlecht, daß nicht alle Stifte mit einem Schlauch überzogen werden können. Bei den gezeigten vier überzogenen Stiften lassen sich die Teile aber gut einstecken und wieder ausziehen, ohne daß es zu Kurzschlüssen kommt. Damit kann auch dieser Prototyp ausgemessen werden.
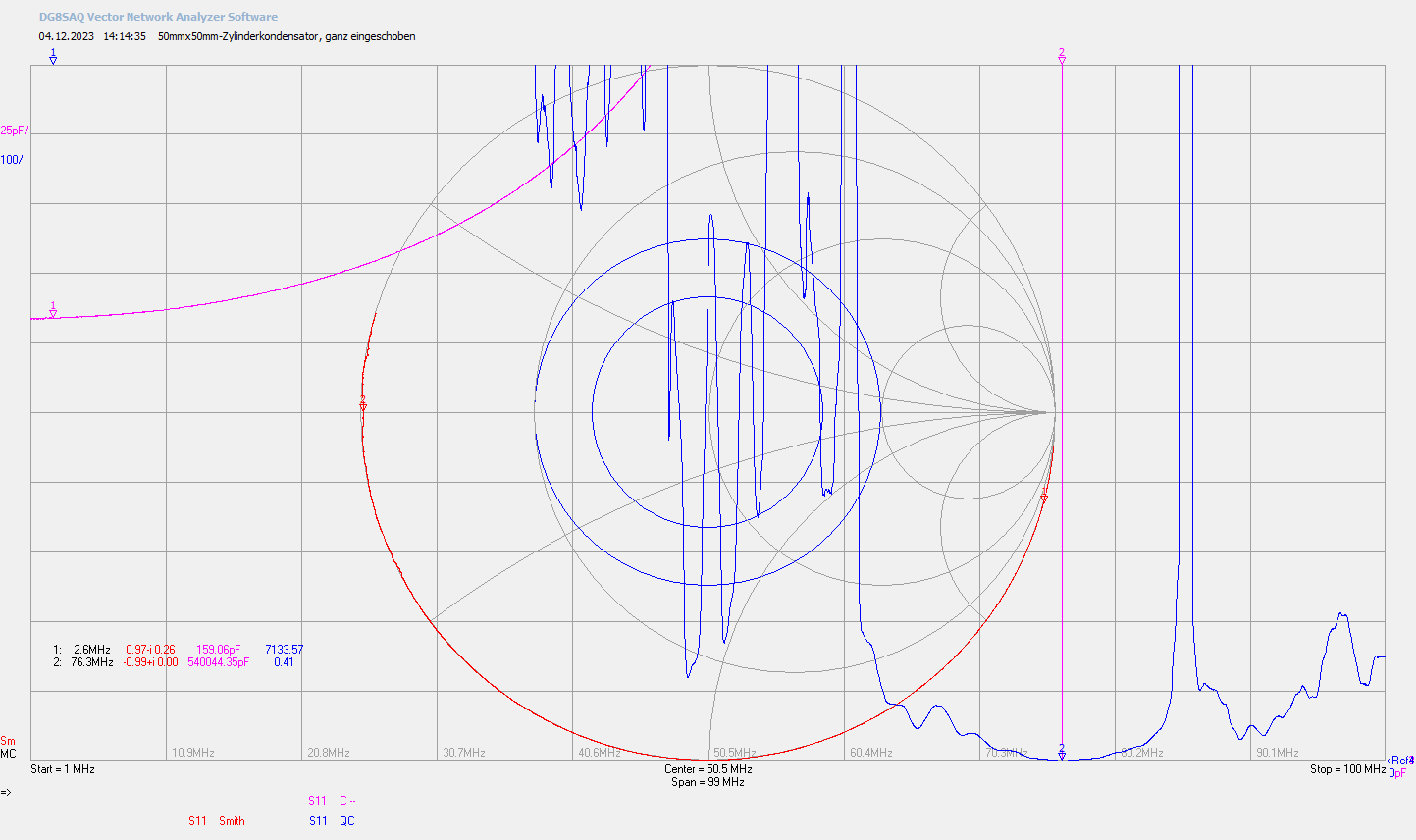
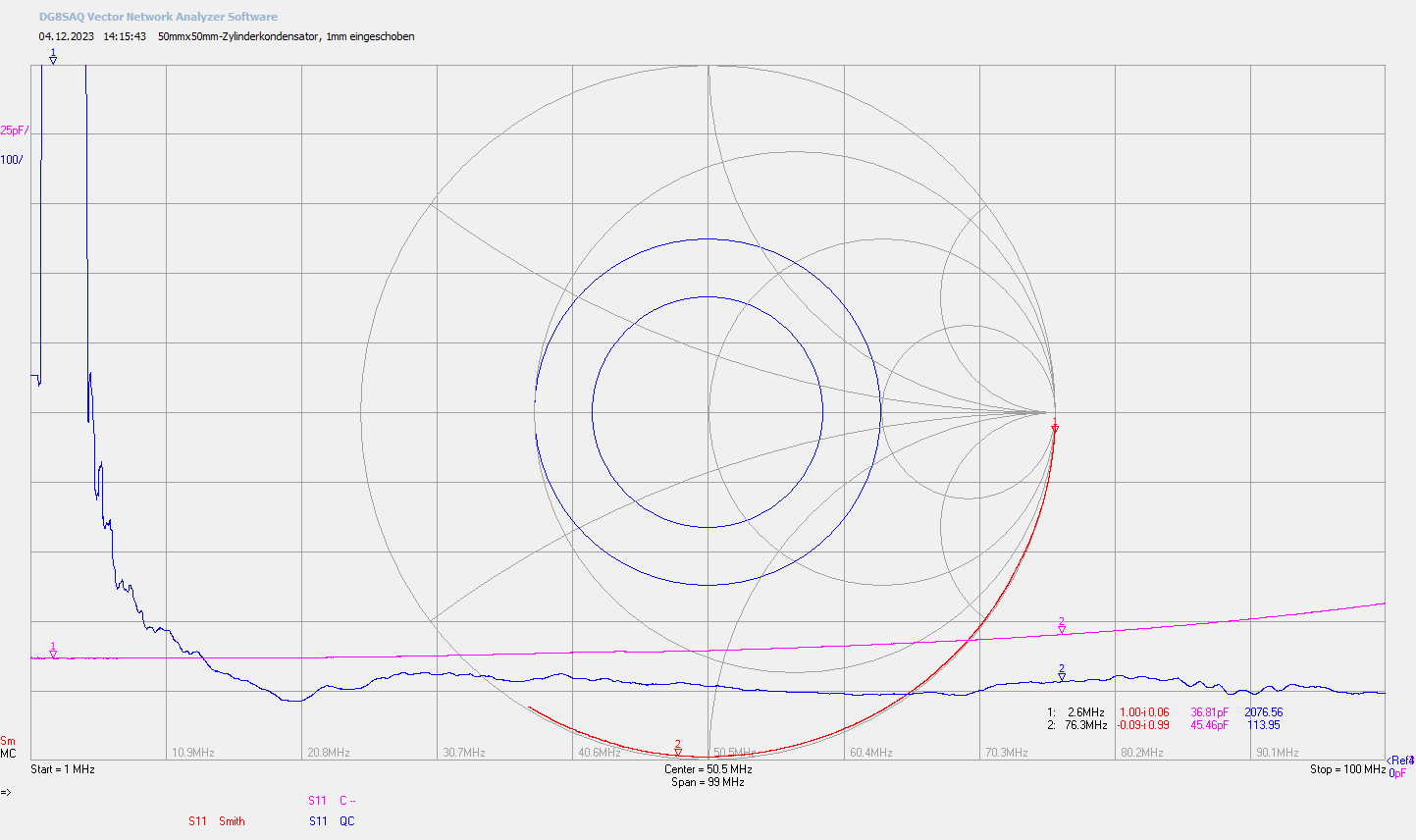
Impedanzmessung des 50mm x 50mm Zylinderkondensators, komplett eingeschobenImpedanzmessung des 50mm x 50mm Zylinderkondensators, 1mm eingeschoben
Bei komplett eingeschobenem Kondensator sind die Stifte etwa 15 mm tief eingesteckt. Bei der gezeigten Messung sind nur vier Zylinder mit PTFE überzogen, die anderen haben Luft als Dielektrikum. Es ergibt sich eine Kapazität von etwa 160 pF und eine Selbstresonanzfrequenz von 76 MHz, entsprechend einer parasitären Induktivität von knapp 30 nH. Mit PTFE auf allen Stiften sollte die Kapazität auf etwa 250 pF steigen und die Induktivität müsste annähernd gleichbleiben. Die Selbstresonanzfrequenz sinkt damit unter knapp 60 MHz, was für den geplanten Einsatzzweck reichen sollte. Die Ergebnisse sind also ermutigend.
Verbesserungen für den nächsten Durchgang
Für das Weibchen scheint Bohren die einzige machbare Methode zu sein. Ich habe VHM-Bohrer mit passendem Durchmesser von 4,2 mm besorgt und werde es mit der Frässpindel statt der Bohrmaschine probieren. Kühlung und Schmierung sind sicher unbedingt nötig, sonst sind die Bohrer schnell hinüber. Wenn notwendig, kann man am Ende noch einen Schlichtarbeitsgang mit einem passenden Fräser anfügen. Da fallen nicht mehr viele Späne an.
Beim Männchen kann man prinzipiell auch durch Bohren schon eine Menge Material abtragen, bevor man mit dem Fräsen beginnt. Das dauert allerdings, daher ist der oben gezeigte Prototyp komplett gefräst, ohne vorher zu Bohren. Das ging mit einem Zweischneider von 3mm Durchmesser und einer Schneidenlänge von 20 mm auch ganz gut. Die Späne müssen allerdings sofort abgesaugt werden, was hier nicht ganz gelungen ist. Beim nächsten Versuch werde ich die Abstände etwas vergrößern, nämlich auf 6,2 mm so daß eine Schlichtzugabe von 0,2 mm möglich ist.
Über das Wickeln von Spulen ist bereits viel nützliches geschrieben worden. Einige Links auf hilfreiche Artikel und Werkzeuge habe ich bereits bei der Beschreibung des Antennentuners angegeben. Diese Werkzeuge werden auch hier wieder verwendet.
Begriffsbestimmung
Freitragende zylindrische Spulen werden oft als Luftspulen bezeichnet. Zu recht weißen manche darauf hin, daß das falsch sei, denn die Spule ist nicht aus Luft gewickelt, sondern aus einem Leiter, meistens aus Kupfer. Daher wird auch gerne der Begriff Luftkernspule als Gegensatz zur Ferritkernspule verwendet. Das halte ich, auch wenn es technisch und grammatikalisch korrekt ist, für unglücklich, dann die Luft im Kern der Spule hat keinen meßbaren Einfluß auf ihre elektrischen Eigenschaften. Ein Vakuum wäre im Rahmen unserer Amateurmeßmittel völlig identisch. Ich bevorzuge und verwende daher den Begriff kernlose Spule.
Meine Quelle für Kupferdraht
Die nachfolgend exemplarisch beschriebenen kernlosen Spulen sind aus blankem Kupferdraht gewickelt, der aus 3 x 1,5 mm² Mantelleitung gewonnen wurde (knapp 1,4 mm Durchmesser). Reststücke dieser Mantelleitung fallen bei der Hausinstallation an. Selbst wenn man solche Kabel nicht hat, ist es wohl preiswerter einen 25‑, 50- oder 100-m-Ring im Baumarkt zu kaufen, als Kupferlackdraht im Elektronikhandel. Oxidation der blanken Spule läßt sich z.B. mit Lötlack vorbeugen. Soll der Draht etwas dünner oder dicker sein, kann man auch Installationsleitungen mit 1 mm², 2,5 mm² oder noch größerem Querschnitt bekommen. Wem es auf das letzte Quäntchen Güte ankommt, der wird freilich zu versilbertem Kupferdraht (CuAg) greifen.
Zum Abmanteln der Kabel gibt es praktische preiswerte Werkzeuge im Baumarkt, soweit man sie nicht sowieso im Werkzeugkoffer hat. Als Beispiel dieses Exemplar, das knapp 40 Jahre alt ist und mutmaßlich dutzende Stunden im Einsatz war:
Abisolierer aus dem Baumarkt
Das Abmanteln einer einzelnen Ader auf mehrere Meter ist nicht ganz so trivial. Eine Abisolierzange ist nur für wenige Zentimeter geeignet. Ich habe mir daher ein kleines Werkzeug aus 8 mm dickem PVC gefräst. Es hat ein Loch mit 3 mm Durchmesser, durch den eine Ader mit Isolierung passt und in einer passend gefrästen Nut ist die Klinge eines Cutters mit Heißkleber eingeklebt. Diese Klinge ist so justiert, daß sie die Isolierung des Drahtes hinreichend weit einschneidet, so daß sie nach dem Durchziehen fast von selber abfällt. Hier zwei Fotos davon:
Abisolierer für einzelne Adern mit eingeklebter CutterklingeAbisolierer für einzelne Adern (mit isolierter Ader)
Ferritkern oder kernlose Spulen?
Es gibt doch so schöne und preiswerte Eisenpulver- und Ferritringkerne, die mit viel weniger Windungen und kleinerer Bauart dieselbe Induktivität erreichen, wie eine kernlose Zylinderspule. Da man mit einem kürzeren Draht auskommt, sollte auch die Güte besser sein. Warum soll man da eine kernlose Spule verwenden?
Alle Spulenkerne haben die prinzipiell nachteilige Eigenschaft, bei zu großer magnetischer Feldstärke in die Sättigung zu geraten. Bei kernlosen Spulen steigt die magnetische Flußdichte B proportional mit der magnetischen Feldstärke H, die wiederum von der Stromstärke in der Spule bestimmt wird. Bei Spulen mit Kernen ist das nicht mehr der Fall, in der Sättigung steigt die Flußdichte nur noch gering an (Weichmagnetische Werkstoffe). Die Induktivität der Spule wird daher bei hohen Leistungen nichtlinear. Die bei geringer Leistung mit einem VNWA gemessenen Daten sind also nicht ohne weiteres auf den Betrieb mit höherer Leistung übertragbar. Außerdem gibt es wegen der Hysteresekurve Ummagnetisierungsverluste, die die Güte der Kernspule negativ beeinflussen.
Daher müssen Kernspulen für die Betriebsleistung hinreichend dimensioniert sein. Aus eigener Erfahrung können Kerne schon bei 100 Watt Sendeleistung sehr heiß werden. Wenn sie dann die Curie-Temperatur überschreiten, verlieren sie völlig ihre magnetischen Eigenschaften. Zudem sind manche Kerne elektrisch leitend, was insbesondere bei hohen HF-Spannungen eine hinreichende Isolierung der Wicklung erfordert.
Aus diesen Gründen bevorzuge ich, wenn möglich, kernlose Spulen, zumindest wenn Leistung im Spiel ist oder eine möglichst hohe Güte benötigt wird.
Spulenmessung mit dem VNWA
Hat man nun nach einer der vorliegenden Anleitungen eine schöne Spule gewickelt, dann muß sie auch qualifiziert nachgemessen werden. Man will im wesentlichen wissen, ob sie die angestrebte Induktivität und Güte hat und natürlich auch, bei welcher Frequenz sie ihre Parallelresonanz aufweist. Nur unterhalb dieser Selbstresonanzfrequenz (SRF) ist sie als Induktivität zu gebrauchen.
Einlagige kernlose Zylinderspule
Zum Einstieg zeige ich mal den Bau und die Messung einer einlagigen kernlosen Zylinderspule aus 1,4 mm Kupferdraht mit 9 Windungen, 30,5 mm Durchmesser und 3 mm Windungsabstand, also 27 mm Gesamtlänge.
kernlose Zylinderspule mit 9 Windungen
Die Spule wurde zunächst auf einem Wickelkörper von etwa 28 mm Durchmesser, einem leeren Multivitamin-Brausetabletten-Röhrchen, gewickelt. Nach dem Wickeln dehnt sie sich wegen der verbleibenden Spannung auf gut 30 mm auf und kann dann leicht in einen vorbereiteten gefrästen Halter aus unbeschichtetem GFK-Material eingeschraubt werden. Er zwingt die Spule auf einen Durchmesser von 30,5 mm und einen Windungsabstand von 1,5 mm. Die zweite Reihe von Bohrungen ist zum Einschrauben einer äußeren, etwas größeren, Spule vorgesehen. Damit sind also zwei- oder mehrlagige kernlose Spulen möglich, die später noch untersucht werden.
Nach dem Spreadsheet von HB9DFZ sollte diese Spule eine Induktivität von 1,729 µH und bei 5 MHz eine Güte von 306,8 haben. Zu beachten ist, daß das Spreadsheet keine parasitären Kapazitäten, also auch keine Selbstresonanzfrequenz berücksichtigt. Daher wächst die errechnete Güte grenzenlos mit der Frequenz. Das Spreadsheet ist daher zur Abschätzung der Güte nur deutlich unterhalb der SRF zu gebrauchen.
Der Meßaufbau sieht folgendermaßen aus:
Der Testaufbau mit einem VNWA
Die Spule wird nur an den Meßausgang des VNWA angeschlossen, es werden also nur die s11-Parameter gemessen. Letztlich funktioniert die Messung genauso, wie die LTSpice-Simulation im vorherigen Beitrag: es wird eine definierte Meßspannung auf die Spule gegeben und der daraus resultierende Strom gemessen. Spannung und Strom werden jeweils in Betrag und Phase gemessen. Daraus werden dann wie bei LTSpice alle unten dargestellten Parameter errechnet.
Messung einer kernlosen Zylinderspule mit dem DG8SAQ VNWA
Zur Vergleichbarkeit mit den Simulationen sind auch hier wieder der Scheinwiderstand |Z|, die Induktivität L und die Güte QL dargestellt. Zur Verdeutlichung sind fünf Marker an unterschiedlichen Frequenzen eingefügt.
Bei niedrigen Frequenzen wird eine Induktivität von 1,75 µH gemessen, was erstaunlich genau der vorhergesagten Induktivität von 1,73 µH entspricht.
Die Selbstresonanzfrequenz der Spule liegt bei 98,4 MHz, am rechten Rand des Diagramms. Aus der SRF und der Induktivität von 1,75 µH kann man nach der Thomsonschen Schwingungsgleichung auf eine parasitäre Kapazität von etwa 1,5 pF schließen.
Die Güte bei 5 MHz liegt bei gemessenen 375, was den vorhergesagten 307 auch recht nahe kommt. Gütemessungen sind allerdings notorisch ungenau und werden weiter unten noch etwas detaillierter diskutiert.
Mitunter braucht man für die unteren Kurzwellenbänder Spulen höherer Induktivität. Ab dem oberen einstelligen µH-Bereich können solche Spulen mechanische Dimensionen annehmen, die in den üblichen Gehäusen kaum mehr handhabbar sind. Das ändert aber nichts an ihrer Machbarkeit. Als Beispiel soll jetzt eine Spule von etwa 12 µH untersucht werden.
Durch Ausprobieren praktikabler Werte erhält man mit dem Spreadsheet von HB9DFZ für eine Spule mit 80 mm Durchmesser und einer Länge von 33,6 mm bei 12 Windungen eine Induktivität von knapp 13 µH. Bei 10 MHz wird eine Güte von 930 prognostiziert.
Die Steigung von 2,8 mm wurde übrigens nach der Daumenregel ausgewählt, wonach der Windungsabstand für optimale Güte genauso groß sein soll, wie der Drahtdurchmesser, nämlich bei dem verwendeten Draht jeweils 1,4 mm.
Wegen des großen Durchmessers der Spule sind weitere Abstandshalter vorgesehen, die den korrekten Abstand der einzelnen Windungen sicherstellen.
Einlagige kernlose Zylinderspule, 12 Windungen, 80 mm Durchmesser
Die nachfolgende Grafik zeigt die Meßergebnisse:
Meßergebnisse der einlagigen kernlosen Zylinderspule
Man beachte, daß die vertikale Skalierung der Induktivität und der Güte gegenüber der vorigen Messung geändert wurde. Die Induktivität ist mit 14,2 µH etwas höher als berechnet. Bei der Güte sollte man sich nicht auf die Marker verlassen, die zufällig auf einem Ausreißer der Meßwerte stehen können. „Mit dem Auge gemittelt“ dürfte die 10 MHz-Güte bei etwa 400 liegen. Eine schmalbandigere Messung von 8 bis 12 MHz ergibt eine Güte von ungefähr 500, also etwa halb soviel, wie vorhergesagt. Die Selbstresonanzfrequenz liegt bei ungefähr 20 MHz.
Da eine Spule von 80 mm Durchmesser nur schlecht handhabbar ist, soll nun eine zweilagige kernlose Spule ähnlicher Induktivität untersucht werden.
Zweilagige kernlose Zylinderspule
Kernlose Zylinderspulen lassen sich mit einem gefrästen Wickelkörper auch leicht als zwei- oder mehrlagige Spulen fertigen. Das sollte die Induktivität bei niedrigem Bauvolumen deutlich erhöhen. Gleichzeitig wird man aber erwarten, daß die Selbstresonanzfrequenz sinkt, weil die parasitäre Kapazität größer wird, als bei einer einlagigen Spule.
Der nachfolgend untersuchte Prototyp der zweilagigen Zylinderspule besteht aus zwei zunächst unabhängigen Spulen. Sie sind einzeln gewickelt, wurden nacheinander in den Spulenträger eingedreht (am besten fängt man mit der inneren Spule an) und dann die Drähte am einen Ende aneinandergelötet, am anderen Ende wurde eine Meßbuchse angelötet.
Zu Beachten ist, daß der Wickelsinn beider Spulen gleich sein muß. Da die eine Spule nach oben und die andere nach unten steigt, muß die eine linksherum und die andere rechtsherum gewickelt werden. Zur Wahrung der Formstabilität und des Abstandes beider Spulen sind hier noch kleine Abstandshalter eingeklemmt. Beim Fräsen dieser Halter ist zu beachten, daß die Windungen der beiden Spulen nicht parallel verlaufen, sondern sich wegen der entgegengesetzten Wickelrichtung bei 90° und 270° schneiden. Die Einkerbungen auf beiden Seiten sollten sich also gegenüber liegen. Anders als hier gezeigt reichen zwei dieser Halter auch völlig aus.
Die innere Spule hat einen Durchmesser von 28 mm, die äußere von 36 mm. Sowohl auf der inneren wie auch auf der äußeren Spule sind 13,5 Windungen aufgebracht, was insgesamt 27 Windungen ergibt. Die Steigung beträgt jeweils 2,8 mm, was zu knapp 38 mm Spulenlänge führt (2,8 mm ∗ 13,5 Windungen).
Zur überschlägigen Bestimmung der Induktivität nehme ich einen mittleren Durchmesser von 32 mm und komme mit dem oben schon genannten Spreadsheet von HB9DFZ auf 12,88 µH und bei 10 MHz auf eine Güte von 213.
Meßergebnisse der zweilagigen Spule
Meßergebnisse der zweilagigen kernlosen Zylinderspule
Die gemessene Induktivität liegt bei etwa 11,4 µH, also etwas unterhalb, aber dennoch recht nahe bei den oben errechneten 12,88 µH. Die vorhergesagte Güte bei 10 MHz von 213 wird mit etwa 400 (wieder „mit dem Auge gemittelt“) deutlich überboten. Es fällt auf, daß die Güte auch bei Frequenzen über 10 MHz, anders als bei der einlagigen Spule, relativ hoch bleibt. Eine etwas breitbandigere Messung zeigt, daß die Selbstresonanzfrequenz bei etwa 19 MHz liegt.
Ein kurzer Vergleich mit der einlagigen Spule zeigt also, daß SRF und Güte nur wenig gesunken sind. Nicht vergessen darf man allerdings, daß die Induktivität der einlagigen Spule doch etwa 25% höher ist. Ein fairer Vergleich wirklich gleicher Induktivitäten, wird daher noch deutlicher zugunsten der einlagigen Spule ausfallen (aber „Welten“ liegen nicht dazwischen).
Vergleichsmessung einer Ringkernspule
Zum Vergleich mit den ein- und zweilagigen kernlosen Spulen soll eine Ringkernspule ähnlicher Induktivität untersucht werden. Weil vorhanden, fällt die Wahl auf einen FT114-61 Ringkern. Der mini-Ringkernrechner errechnet für 12 Windungen eine Induktivität von 11,4 µH.
Ringkernspule. 12 Windungen auf FT114-61
Meßergebnisse der Ringkernspule
Meßergebnisse der Ringkernspule
Die Induktivität liegt mit 10,9 µH auch hier leicht unter der prognostizierten von 11,4 µH. Die Selbstresonanzfrequenz ist hier nicht gezeigt, sie liegt bei knapp 30 MHz. Bei niedrigen Frequenzen von 1 und 2 MHz ist die Güte sehr hoch, sie sinkt aber schon bei 5 MHz unter die der kernlosen Spule und sie wird schon bei 10 und 14 MHz kaum mehr als ein fünftel der zweilagigen kernlosen Spule. Auch wenn man Gütemessungen immer etwas kritisch betrachten sollte, ist der Trend eindeutig.
Zusammenfassung der Meßergebnisse
Es wurden exemplarisch drei Spulen mit ungefähr gleicher Induktivität mit einem VNWA von DG8SAQ durchgemessen. Das nachfolgende Foto zeigt einen Größenvergleich der Spulen.
Größenvergleich der hier gemessenen Spulen
Die größte Spule is eine einlagige kernlose Spule mit 80 mm Durchmesser und 34 mm Höhe. Bei 10 MHz hat sie die beste Güte dieser Spulen und ihre Selbstresonanzfrequenz liegt bei 20 MHz. Die zweilagige kernlose Spule steht ihr in den elektrischen Eigenschaften kaum nach, hat aber weniger als den halben Durchmesser, belegt damit also weniger als ein viertel der Fläche und ist nur 4 mm höher.
Die Größe der Ringkernspule ist unschlagbar. Ihr Durchmesser ist dem der zweilagigen Zylinderspule ähnlich (33 mm vs. 36 mm), aber die Höhe beträgt mit 10 mm nur ein gutes viertel der Zylinderspule. Dafür ist die Zylinderspule wesentlich höher belastbar. Ihre Güte von etwa 400 bedeutet, daß sie ein vierhundertstel der beaufschlagten Leistung in Wärme umwandelt, also 1 Watt bei 400 Watt Leistung. Da sie „luftgekühlt“ ist, würde ich ihr ohne weiteres 2,5 W Verlust zumuten, sie also mit 1 kW betreiben. In der Ringkernspule wird bei einer Güte von 80 bereits bei 80 W Belastung ein Watt verbraten. Da sie wegen der kompakten Bauweise viel schlechter gekühlt wird, ist diese Belastung schon bedenklich.
Gütemessungen sind notorisch ungenau und rauschbehaftet. Das liegt daran, daß Gütemessungen an die Meßgrenzen stoßen. Der Blindwiderstand liegt in der Größenordnung hunderte Ohm bis wenige kΩ, während der Wirkwiderstand in der Größenordnung einiger 100 mΩ bis wenigen Ohm liegt. Außerdem kann die Spule Störungen aus der Umgebung einfangen. Die oben gezeigte Meßkurve verwendet schon einen Trick, um die Kurve zu glätten: die Kurve der Güte wird über die jeweils benachbarten 40 Meßpunkte geglättet (smoothing). Die ungeglättete Kurve sieht so aus:
Messung einer kernlosen Zylinderspule mit dem DG8SAQ VNWA, ohne Smoothing der Güte
Und das ist noch harmlos, denn man kann schon optisch nur mit dem Auge die Güte abschätzen. Das ist nicht immer so. Die beiden anderen Kurven in diesem Beispiel sind übrigens nicht geglättet.
Dieselbe Spule ist hier nochmal etwas schmalbandiger gemessen und neben der Güte wird auch noch ihr Blindwiderstand und ihr Wirkwiderstand dargestellt.
Güte, Wirk- und Blindwiderstand einer Spule
Güte und Wirkwiderstand sind über jeweils 40 Meßwerte geglättet, der Blindwiderstand ist nicht geglättet. Die Güte wird aus Q=X/R berechnet und man sieht and den Meßwerten deutlich, daß der Wirkwiderstand R für das Rauschen und die nicht-Monotonie der Güte verantwortlich ist. Die Güte folgt spiegelbildlich dem Wirkwiderstand, die Kurve des Blindwiderstands ist im Rahmen der Meßgenauigkeit rauschfrei und monoton.
Trotz Glättung verbleiben Unregelmäßigkeiten (nicht-Monotonien) in den Meßkurven, die nicht mehr auf Rauschen zurückzuführen sind. Man sieht hier z.B. eine Erhöhung des Wirkwiderstandes und entsprechende Verminderung der Güte zwischen etwa 15 und 30 MHz. Sie bleiben bei Wiederholungen der Messung im wesentlichen gleich. Die Ursache ist unbekannt und gelegentlich werde ich da nochmal weiter forschen.
Man kann die Meßkurve noch weiter glätten und auch eine Ausgleichskurve oder einen Spline dafür berechnen. Das sollte natürlich mit großer Vorsicht gemacht werden, weil es zwar die Kurven verschönert, aber die wahren Ursachen verdeckt.
Verbesserung von Gütemessungen
Zur Verbesserung der Gütemessungen schlägt Kurt, OZ7OU, zwei unterschiedliche Maßnahmen vor. Zum einen hilft es, die Spule von äußeren Störungen abzuschirmen und sie z.B. in einen leeren Farbeimer zu montieren. Zum anderen kann man die Güte auch bei Serienresonanz messen, wo die Impedanzen ein Minimum erreichen, bei dem sie mit guter Auflösung meßbar sind. Eine Serienresonanz erreicht man durch Einschleifen eines passenden Kondensators hoher Güte.
Die Güte Q eines Schwingkreises im Resonanzfall errechnet sich aus der Güte QC des Kondensators und der Güte QL der Spule nach folgender Formel:
Schwingkreisgüte:
QL * QC
Q = ────────
QL + QC
Wenn man einen Kondensator auswählt, dessen Güte weitaus höher als die der Spule ist, dann nähert sich die gemessene Güte Q der Güte der Spule QL an. Zumindest erhält man eine gute untere Abschätzung: auch bei einem Kondensator geringer Güte, ist die tatsächliche Güte der Spule also immer noch besser, als die damit gemessene Güte.
Der kleine Nachteil dieser Methode ist, daß man mit einem festen Kondensator immer nur die Güte bei einer einzigen Frequenz messen kann. Kurt schlägt daher vor, einen Drehkondensator zu verwenden, um die Güte leicht bei mehreren unterschiedlichen Frequenzen zu messen.
Da hier keine hohen Anforderungen an die Präzision der Gütemessung gestellt werden sollen, gebe ich mich für die hier gezeigten Spulen mit der gemessenen (und geglätteten) Güte des VNWA zufrieden. Sie liegen, wie eingangs gezeigt, nicht um Größenordnungen daneben und sollten zumindest für vergleichende Messungen hinreichend genau sein.
Weitere geplante Versuche: Sonderbauformen
Bei Gelegenheit werde ich noch einige leicht zu fertigende Sonderbauformen kernloser Spulen untersuchen.
n‑eckige kernlose Spulen
Spulen müssen nicht zylinderförmig sein, sondern sie können auch einen n‑eckigen Querschnitt haben. Mit n gegen unendlich wird daraus dann wieder eine Zylinderspule. Da die Induktivität bei sonst gleichen Eigenschaften linear mit dem Querschnitt A wächst, hat eine quadratisch gewickelte Spule gegenüber einer gleichgroßen Zylinderspule eine knapp 30% höhere Induktivität (Zylinderspule: AZ=π/4∗d²; Quadratspule: AQ=d²; AQ/AZ=4/π=1,27). Die Länge L des Wickeldrahtes steigt um denselben Prozentsatz (LZ=π∗d vs. LQ=4∗d; LQ/LZ=4/π=1,27), wodurch die Güte in erster Näherung für gleiche Induktivitäten gleichbleiben sollte. Kernlose Spulen mit quadratischem oder rechteckigem Querschnitt könnten eine kompaktere Bauweise der damit ausgestatteten Geräte ergeben, weil sie den bei einer Zylinderspule ungenutzten Raum mitbenutzen. Das kann aber auch zu einem Nullsummenspiel werden, wenn größere Abstände eingehalten werden müssen, um Kopplungen zu benachbarten Bauelementen zu verringern.
Versetzte Wicklungen n‑eckiger Spulen
Bei n‑eckigen Spulen kann man auf einem geeigneten Wickelkörper einzelne Windungen gegeneinander verdrehen. Das Prinzip wird bei Kreuzwickelspulen schon lange angewendet. Das sollte zu einer Verringerung der parasitären Kapazität und einer entsprechenden Erhöhung der Selbstresonanzfrequenz führen.
Konische Spulen
Seit einiger Zeit werden für den UHF-Frequenzbereich konische Spulen angeboten, die zwar zylindrisch sind, deren Durchmesser sich aber über die Länge ändert. Das soll die Güte der Spule erhöhen. Mal sehen, ob da was (meßbares) dran ist.